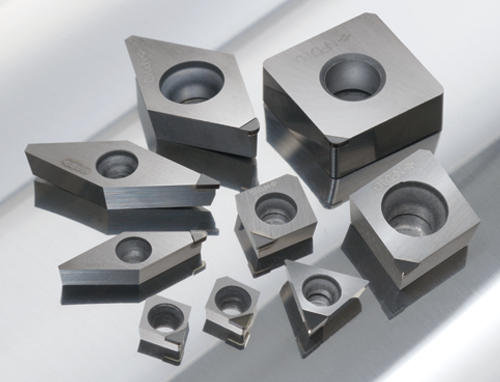
As stated above, CBN is highly useful for titanium and titanium alloys, while PCD is used for hard brittle materials such as tungsten carbide and cemented carbide, which most people now grind.
“You could cut a carbide end mill with the NPD10 binderless PCD cutting edge, and some die-cast manufacturers use it for carbide punches, while companies that make lens cavities or lens molds use it to cut the actual cavity for the lens,” Schendel says. “Normally you would have to use grinding to manufacture that block, but now we can do direct cuts.”
Because the new binderless technology allows for much better tool life, it increases throughput for the end user, which is significant, Schendel explains.
“By shortening the cycle time, a manufacturer can run operations faster and can make more parts per day—so that increases profit,” he says. “Or a job shop can finish a smaller run of units more quickly so that the machine becomes available for the next job, so they’ll get more parts through their door every year, which is always a big plus.”
And when shops are more productive, they don’t need as many machine operators, he adds: “So if they are having trouble finding workers now, this tool helps by making it possible for them to produce more with fewer people.”
Benefits for Aerospace, Medical Industries
Binderless CBN and PCD tools have uses in specific industries.
For example, binderless CBN tools are predominantly used in the aerospace and medical industries. Aerospace uses a lot of titanium and titanium alloys. The medical industries also use titanium, and cobalt chrome for items such as knee and hip joints.
Because producing parts for these industries can be expensive, reducing the cost per part through the tool’s performance can help these customers with their overall cost savings.
Test cutting in the turning of titanium alloys with Sumitomo’s NCB100 binderless CBN returned the results below:
- Consistent chip control and a long-lasting edge, making the tools great candidates to replace current stable finishing processes using carbide
- 3X longer in the cut
- 9X the amount of material removed
- Minimized downtime
- Reduced operator input
- Eliminated need for redundant tools
- Enabled unattended operation
Reduced costs are another benefit, Schendel says.
“While these items come with a higher price tag, the return has shown the customer a great value,” he says.
In a lot of cases, our traditional PCD (DA90) can rough and finish a workpiece in a cost-effective way, Schendel adds. “Rough with the DA90 and finish with the NPD10 binderless, and that’s the cost-effective way to do it.”
“And if users are looking for a mirror finish in carbide, or they have to hold a very tight tolerance in carbide, they can control the size of the workpiece and get much better consistency, part after part, with the binderless option as opposed to traditional PCD,” he adds.
“Our goal is always to increase the bottom line for the end user, to make their processes as profitable and as efficient as we possibly can,” Schendel says. “We always look at the user’s cost per part compared to how they’re processing a part now, because our aim is to increase their productivity.”





Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *