




As a brand of Saint-Gobain, a world leader in sustainable habitat, Norton offers the widest portfolio of grinding, cutting, blending, finishing and polishing solutions for all markets, materials and applications with the most advanced and affordable technology. So, as your needs evolve, our access to the global expertise of Saint-Gobain becomes even more valuable to making a difference in your day-to-day needs. And, we don’t have to look far for more localized expertise with our largest research center located right nearby in Northboro, MA.
Studies have shown that abrasive finishing is flexible enough to finish 3D-printed parts with complex geometries and difficult-to-machine materials, although the best process depends on a number of factors.
For metal production parts made through additive manufacturing (AM), post-process finishing is often required, especially on functional surfaces. Abrasive finishing, including grinding and polishing, has the capability to finish conventional as well as parts made additively — that is, 3D-printed parts. Compared with machining such as milling and other alternative finishing processes, grinding has advantages for producing tight tolerances, fine finish and desired compressive residual stress in the ground surface layer. The advantages can become more substantial for difficult-to-machine materials commonly used in 3D printing, because the self-sharpening property of abrasive grains extends abrasive tool life longer than that of other cutting tools. Grinding wheels can be prepared with complex forms for finishing 3D-printed Inconel 718 and titanium 6-4 parts. Using a grinding process with a pre-formed wheel is an effective way to finish a relatively large batch of parts. In addition to precision grinding, abrasive tools can also be used for free-form finishing in manual or robotic mode.
For small-batch operations, users of metal 3D printing are investigating how to apply grinding with flexibility for complex part geometry. Norton | Saint-Gobain Abrasives partnered with the Manufacturing Technology Centre (MTC) in Coventry, United Kingdom to study the use of CNC grinding with mounted-point wheels and free-form finishing with abrasive tools to finish 3D printed parts.
CNC GRINDING WITH MOUNTED-POINT WHEELS
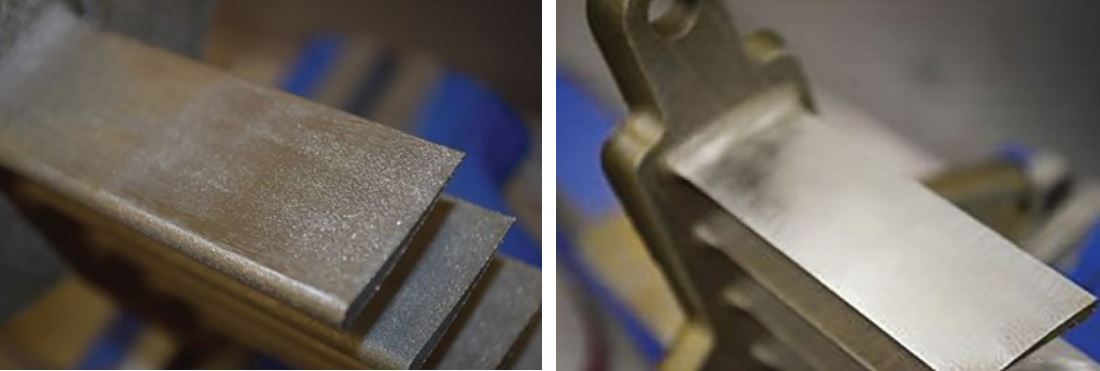
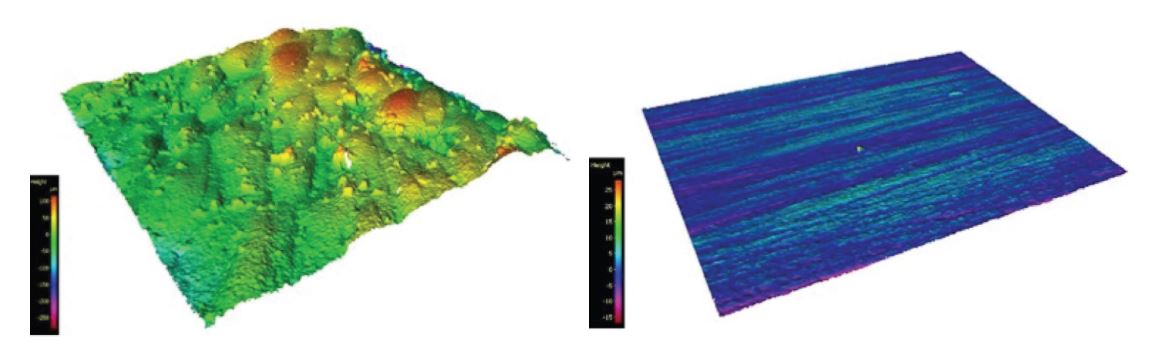
Electroplated or vitrified cBN grinding wheels are widely used for grinding Inconel 718 (IN718) parts, with processes ranging from heavy stock removal to precision finishing for tight tolerances. In this study, researchers selected a mounted-point cBN wheel to demonstrate the feasibility of CNC grinding on 3D printed IN718 parts. The mounted-point wheel was an electroplated ball-end wheel that was 6.35 mm diameter and had 100 grit cBN abrasive.





Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *