White Paper: Understanding Forces in Creepfeed Grinding for Reducing Costs and Improving Consistency
One of the major benefits to creepfeed grinding is the combination of quick material removal with the ability to generate a precision ground surface on difficult-to-grind materials.
One of the major benefits to creepfeed grinding is the combination of quick material removal with the ability to generate a precision ground surface on difficult-to-grind materials. Typically, creepfeed grinding results in a lower undeformed chip thickness relative to surface grinding, thereby improving surface finish on the workpiece and reducing wheel wear. However, this advantage comes with a few drawbacks. Creepfeed grinding applications tend to draw more power and have higher forces. Hence, it requires higher power spindles and more robustly engineered machines and fixtures than traditional surface grinding applications.
When developing new creepfeed grinding applications, factoring in the grinding forces can be beneficial to ensuring adequate fixture design, clamping pressures, and part support. They also influence wheel specifications and process conditions. This article will highlight some of the basic forces that can be calculated in creepfeed grinding, and will conclude with an example application.
Forces in Creepfeed Grinding
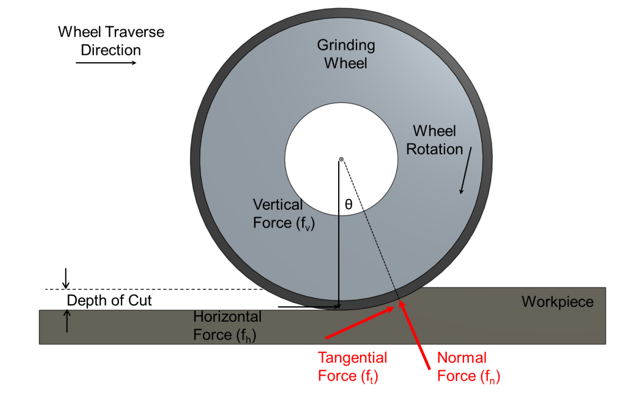
Consider a simple 2D creepfeed grind as shown in Figure 1. In this application, there are two primary forces which act on the wheel – tangential force and normal force. The normal force (fn) is the force applied perpendicular to the contact area between the wheel and workpiece, and tangential force (ft) is the force applied parallel to the contact area between the wheel and the workpiece. The magnitude and direction of the grinding forces drives the design requirements for fixturing, workpiece clamping, and system rigidity. The direction of these forces is a particularly important consideration for processes where the point of tangency between the wheel and workpiece might change during the grinding process, resulting in a change in direction of the grinding forces, for example in 5-axis grinding operations.
Figure 1: Schematic of simple creepfeed grinding operation
The tangential force is the force required to maintain the wheel speed while it is engaged with the workpiece under the given frictional and cutting forces. It is the sum of the abrasive cutting forces (i.e. forces required to remove material) and frictional forces between the grains, swarf and wheel bond material. Tangential force is influenced by coolant lubricity, grinding wheel sharpness, abrasive grain density, workpiece material properties and wheel profile.
It is possible to calculate the tangential forces (Ft ) acting on the wheel in creepfeed grinding in two ways. The first is directly from the grinding spindle power and wheel speed as shown:
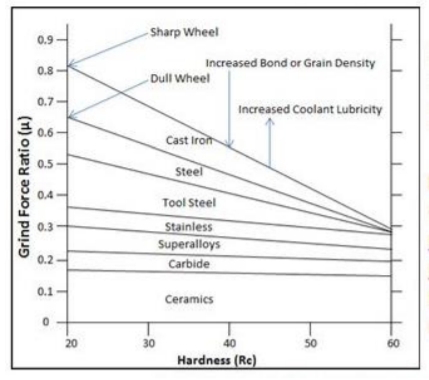
Where power is in Hp, Ft is in lbf, Vs is the wheel speed (in sfpm) and 33000 (lb*ft/min/hp) is the conversion factor. At the point of contact, the normal and tangential forces on the wheel are equal and opposite to the forces acting on the workpiece, so these equations can also be used to calculate forces on the workpiece. Once the tangential force is known, the normal force can be estimated by the ratio of the grinding coefficient of friction. The chart in Figure 2 shows the grinding coefficient of friction as a function of hardness for several materials. The majority of high-strength superalloys and steels have a grinding coefficient of friction between 0.25 and 0.40.
Figure 2. Variation in grinding force ratio (μ) as a function of material type and hardness.
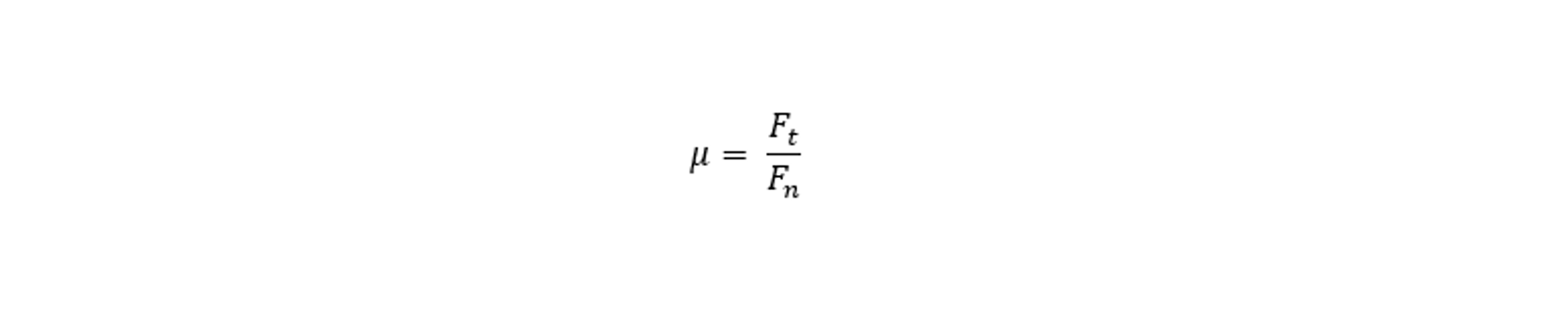
Once μ and Ft are known, the normal force can be estimated through the equation:
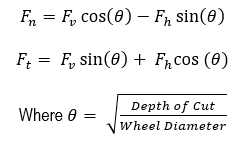
A second method to measure the tangential force is to use a dynamometer and measure the vertical and horizontal forces during the grind. Then, knowing the normal force vector angle (θ - see Figure 1), the normal and tangential forces can be calculated from the following equations:
It is important to note the normal and tangential forces in creepfeed grinding are not the same as the vertical and horizontal forces, respectively. While this can be useful in a laboratory type environment, it is not often practical in production grinding and hence the alternative method to calculate fn and ft will likely be used more often.
Measuring Power
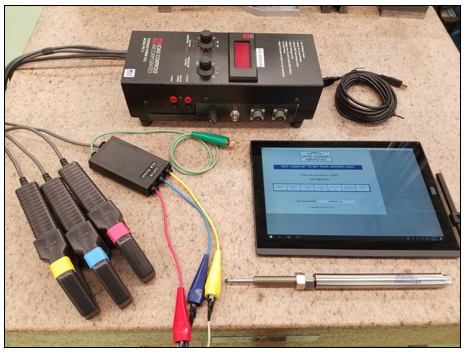
In order to accurately calculate Ft, the grinding spindle power must be known. It is strongly recommended that a power monitor be used and connected directly to the spindle drive system. Doing so will ensure the grind power is not influenced by external sources such as coolant pumps or other machine axis movement. Norton utilizes several state-of-the-art power monitoring systems combined with customized LabVIEW software to monitor spindle power in real time during grinding. An example of the system is shown in Figure 3.
Figure 3: Field Instrumentation System used to measure three-phase spindle grinding power
This system utilizes current and voltage inputs from the spindle drive to calculate and plot grinding power in real time. From this graph, idle, peak, and average grinding power along with process time can all be measured and used to determine tangential and normal forces, as well as information such as specific cutting and grinding energies of the process. These values can be utilized to better understand the time-dependent behavior of the process and highlight dominant microscopic interactions in the grinding application.
To continue reading this white paper in its entirety, download a PDF here.
Founded in 1885, Norton grew into a global leader in abrasives before being acquired by Saint-Gobain in 1990. Norton offers the widest portfolio of grinding, cutting, blending, finishing, and polishing solutions for all markets, and applications using advanced, affordable technology. You get powerful, precise, easy-to-use options designed and engineered for optimum performance, cost and safety. Norton delivers choices that matter to your workforce, the environment, and your bottom line.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.