A variety of new workholding and toolholding systems are providing manufacturers with many options when it comes to metalworking. Here are new systems that can help improve both part quality and your bottom line.
Anyone who has stood in front of a CNC machining center long enough recognizes the importance of high-quality cutting tools. They also know that, unless you drive these drills, end mills and other milling cutters with an efficient toolpath and the appropriate feeds and speeds, the results will be less than desirable.
Unfortunately, too many machinists and programmers accept the status quo on the rest of the machining equation. They settle for sidelock holders that generate tool-killing runout, for example, or make do with tired machinist vises that would better serve as fishing boat anchors.
Granted, machinists are often at the mercy of the people in the front office and must justify any new tooling expenditures. The good news is that this onerous task doesn’t have to be challenging. Even a minor improvement in productivity or part quality is often enough to create an inarguable case for a technology investment, and as you’ll see in the following examples, the payback is typically measured in months and sometimes weeks, not years.
Consider toolholders. The Weldon shank was invented in 1918 by a toolmaker named Carl Bergstrom after he discovered that his other invention—an end mill with a 30-degree helical flute—tended to pull out during heavy cuts. Bergstrom did what any machinist would have done: He ground a small flat on the end mill’s shank, drilled and tapped a hole in the side of the toolholder and used a setscrew to lock the end mill in place. Problem solved.
“There are 30 days in a month and 24 hours each day, and our goal was to help shops keep their spindles turning for as many of those hours as possible.”
Ray Strickland,Raptor Workholding Products Inc.
A century later, that basic toolholding need hasn’t changed. In fact, it’s even greater, as machinists today are taking heavier cuts and milling tougher materials than Bergstrom could possibly have imagined. What has changed, however, is the fact that spindles today turn at speeds up to 100 times faster than the Cincinnatis and Garvins of Bergstrom’s day. That means the relatively high amount of runout and imbalance for which sidelock toolholders are known is greatly amplified, leading to poor tool life and part quality. Worse, such imbalance inevitably leads to spindle damage, easily outweighing any concern over new toolholder investment.
The good news? A handful of excellent alternatives to Weldon flat end mills and sidelock toolholders are available. All are more balanced and most offer equivalent or better resistance to tool pullout, and they’re sure to improve milling and drilling operations no matter how hard you’re pushing the tool.
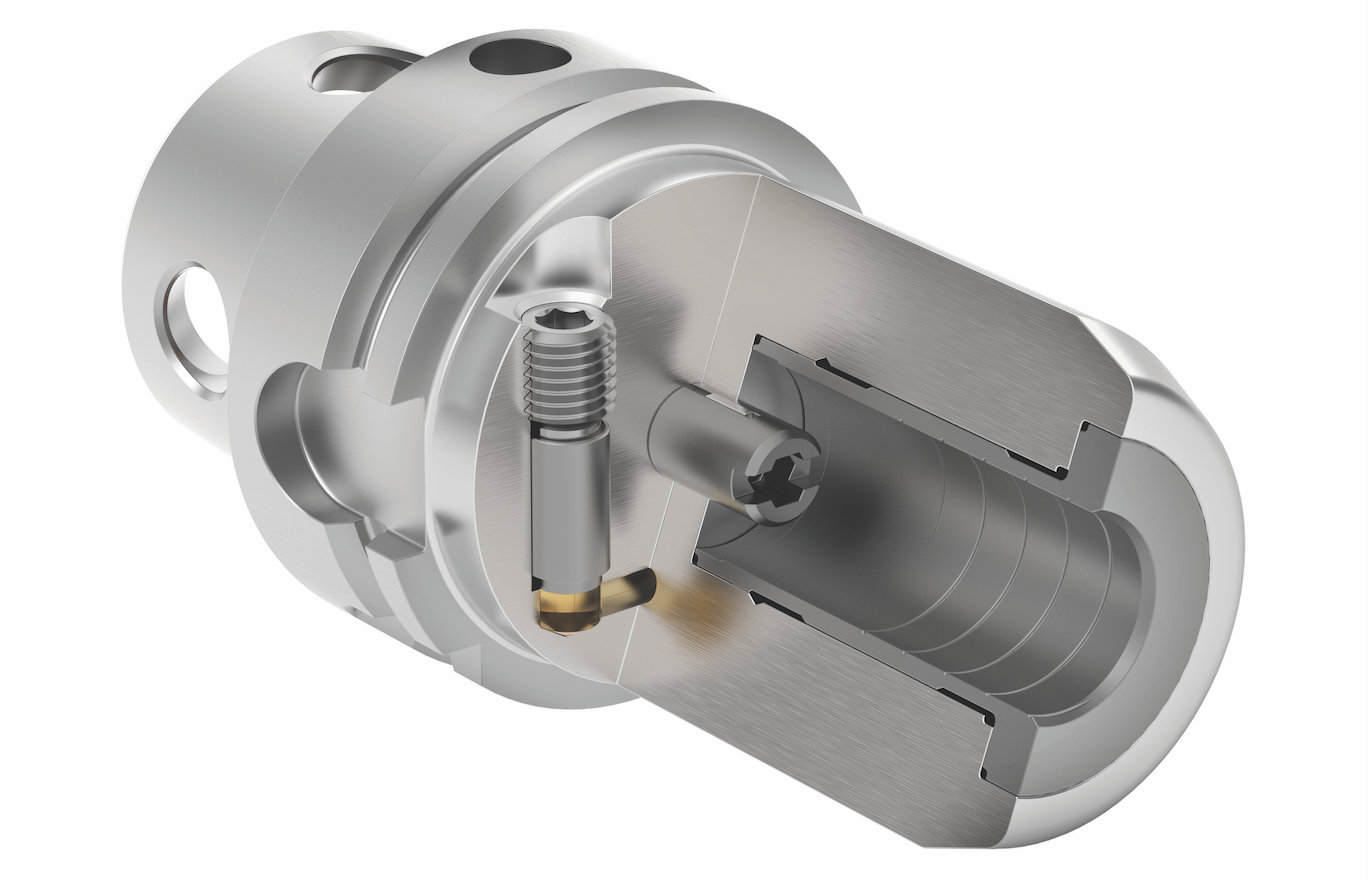
Kennametal’s HydroForce chuck is capable of 3 μm (0.0001") runout or less at an overhang of 2.5 times diameter, can be RFID equipped, and is pre-balanced to G2.5 at 25,000 rpm (image courtesy of Kennametal).
Ronald West, senior global product manager for tooling systems at Kennametal Inc., explains that the company offers three variants of hydraulic toolholders together with extensions and reducer sleeves.
Due to its higher gripping power, he recommends the first of these—the HydroForce—as the top choice for solid end milling, drilling and reaming applications, followed by the High-Performance and Slim Lines for drilling applications. He also recommends selecting the largest chuck bore diameter practical for the application and sleeving it down to fit the tool. This reduces tooling costs, increases grip and maximizes flexibility while allowing the adapter to be used for multiple other applications in the shop. “While all Kennametal hydraulic chucks share the same features, I consider HydroForce with its superior gripping force and accuracy to be the ultimate toolholder,” he says.
Modern shrink-fit equipment relies instead on inductive heating, which depending on the toolholder diameter might be as little as two seconds (image courtesy of Haimer).
Brendt Holden is in full agreement on the need for well-balanced toolholders, regardless of the clamping method.
The president of Haimer USA, he offers a complete line of tool balancing equipment as well as a broad selection of toolholders, a large percentage of which are shrink-fit.
“We are the industry leader when it comes to inductive shrinking technology and have more than 30 models of shrink-fit machines,” he says, adding that the shrink-fit process has changed greatly since its introduction in the early ’90s. Where the first machines used hot air to heat the toolholder and expand the bore enough to drop in a tool, modern shrink-fit equipment relies instead on inductive heating, which depending on the toolholder diameter might be as little as two seconds. Shrink fit is extremely easy to use, Holden points out, and offers accuracy to within 3 μm (0.0001") or better, extremely high clamping forces and exceptional balance. In addition, the toolholders can be equipped with RFID chips for tracking machining and tool data for those interested in an Industry 4.0 strategy.
It’s important to note that Haimer and Kennametal also offer mechanical toolholders such as ER collet and milling chucks, as do many other manufacturers. As mentioned earlier, what’s important is to test the available options and evaluate which ones will work best in your shop. The same can be said for workholding systems. Although a high-quality, well-maintained machinist’s vise has its place, there are faster, stronger and more accurate options available.
Zeroing In
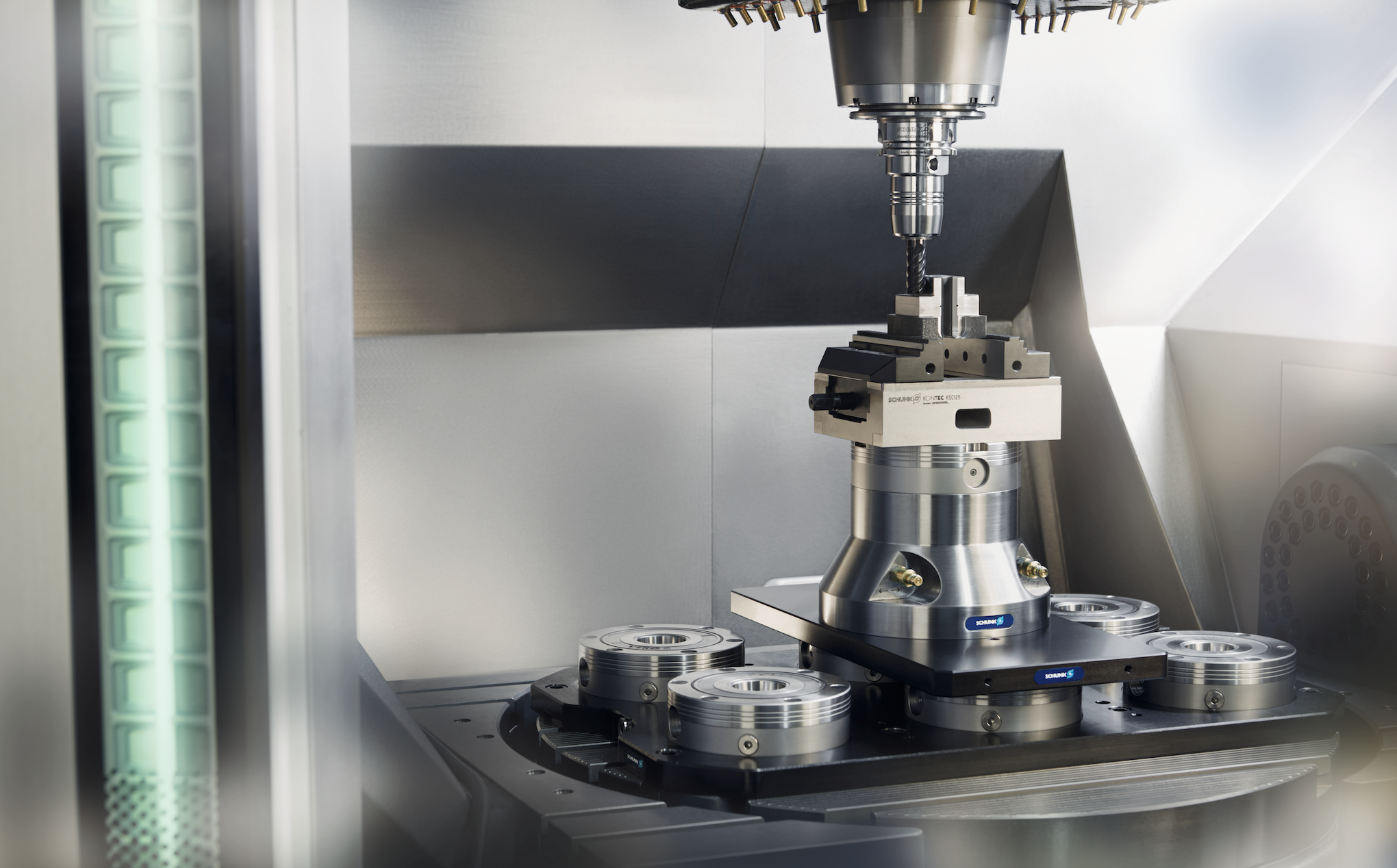
Schunk’s VERO-S zero-point system offers locational repeatability of < 5 μm (0.0002") or better and can be used with vises, fixtures, pallets and individual workpieces (image courtesy of Schunk).
One of these comes from Schunk Inc., where stationary workholding team lead Brad Evans points to the toolmaker’s VERO-S quick-change technology. You might know it as zero-point.
It uses a retention knob resembling that seen in the tail end of any CNC machining center toolholder, which can be attached directly to a workpiece, fixture or vise. This mates up with a chucking mechanism that in turn bolts to a machine-mounted baseplate. The system offers locational repeatability of < 5 μm (0.0002") standard and 2 μm with an SPG clamping pin. Air and manual activation are available, and depending on the part size, even a single VERO-S chuck can be enough to securely hold a workpiece. That said, two or more is the preferred approach, size permitting. The Schunk website advertises more than 1,000 clamping variants.
“It’s quite common to use the VERO-S system in palletizing applications,” Evans says. “Here, you would mount the vise or fixture to a pallet, attach some zero-point knobs to the bottom of the pallet, and then just clamp the whole thing to the table with VERO-S. This option is especially popular with 5-axis machining centers. The pallet can be swapped out by the operator within seconds, or if the machine has a robot attached, can be completely automated changing out workpieces and/or pallets. I know customers that set up a bookshelf of 30 or 40 pallets and run their 5-axis machines all weekend unattended. We’ve also seen some shops that attach an RFID tag to the pallet, then scan it to pull up the part program and tool offset information. However one uses them, zero-point and palletization is a huge timesaver of both setup and cycle time.”
Taking the Challenge
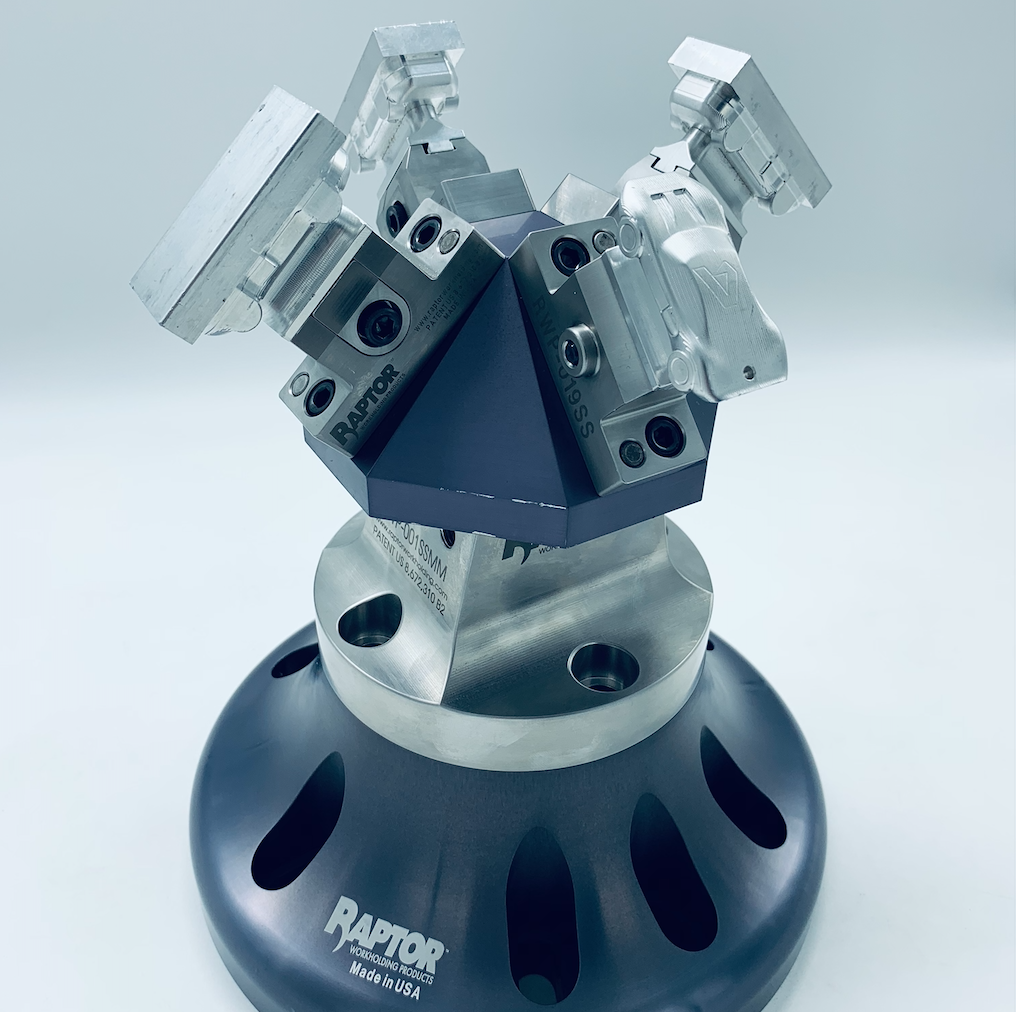
After accepting Raptor’s 720 Challenge, some shops are enjoying well over 680 hours a month of run time per machine (image courtesy of Raptor Workholding Products Inc.).
Someone who knows all about 5-axis machining is Ray Strickland, vice president of sales and marketing for Raptor Workholding Products Inc.
The company is known for its broad line of dovetail fixtures, risers and adapters, all designed with the high reach and compact footprint needed for 5-axis work. Strickland says the biggest demand of late comes from shops wishing to squeeze more parts on to their machine tables. “A couple of years ago, we started the Raptor 720 Challenge,” he says. “There are 30 days in a month and 24 hours each day, and our goal was to help shops keep their spindles turning for as many of those hours as possible. We now have several customers that have well over 680 hours a month of run time.”
Strickland attributes this success to the use of Raptor’s palletized multi-fixtures. Thanks to the unique design, customers can load a dozen or more parts into a 5-axis milling machine and come back later that shift or even the next day to finished workpieces. And thanks to the company’s soon-to-be-released line of zero-point clamping products, operators will be able to swap out the entire fixture in seconds. “It’s all about keeping the machine busy making chips while you’re not there,” he says.
How are you getting the most out of the latest toolholding and workholding systems? Share your thoughts and insights in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.