

More than a century of expertise in cutting tool manufacturing, combined with powerful R&D resources, place Guhring at the forefront of technical innovations in cutting tools. Guhring meets specific customer requirements—from process proposal to production application—with quality cutting tool solutions. With approximately 8,000 employees across the globe, and more than 70 production locations in 48 countries, Guhring is a powerful metalworking resource.
The process was a pretty common series of operations: Bore out the part with a turning tool, apply a reamer, then a polishing tool.
A manufacturer of custom arms was frustrated with commercially available reloading equipment and made the decision to branch out into making precision components for reloading ammunition. One component, a case sizing die, requires a very smooth surface finish on the bore of the part.
Working in stainless steel 17-4 PH on a coolant-fed CNC lathe, the manufacturer was able to create a good surface finish by first boring out the part with an indexable boring bar, then following up with a reamer. For the final finish a polishing tool was applied. The challenge given to Guhring’s rep was to achieve a better surface finish at the boring stage, with the end goal of improving the tool life of the expensive reamer and the polishing tool.
At the recommendation of Guhring’s application specialist, a solid carbide boring bar with a wiper geometry – type GJ 106 from Guhring – was brought in to test in the application. The original indexable boring bar, with a negative rhombic insert, was leaving a finish of Ra 100-120 for the reamer to clean up, and was boring out 20 parts before needing indexing. Each part measures 3", and has a hardness of 30 to 36 HRc.
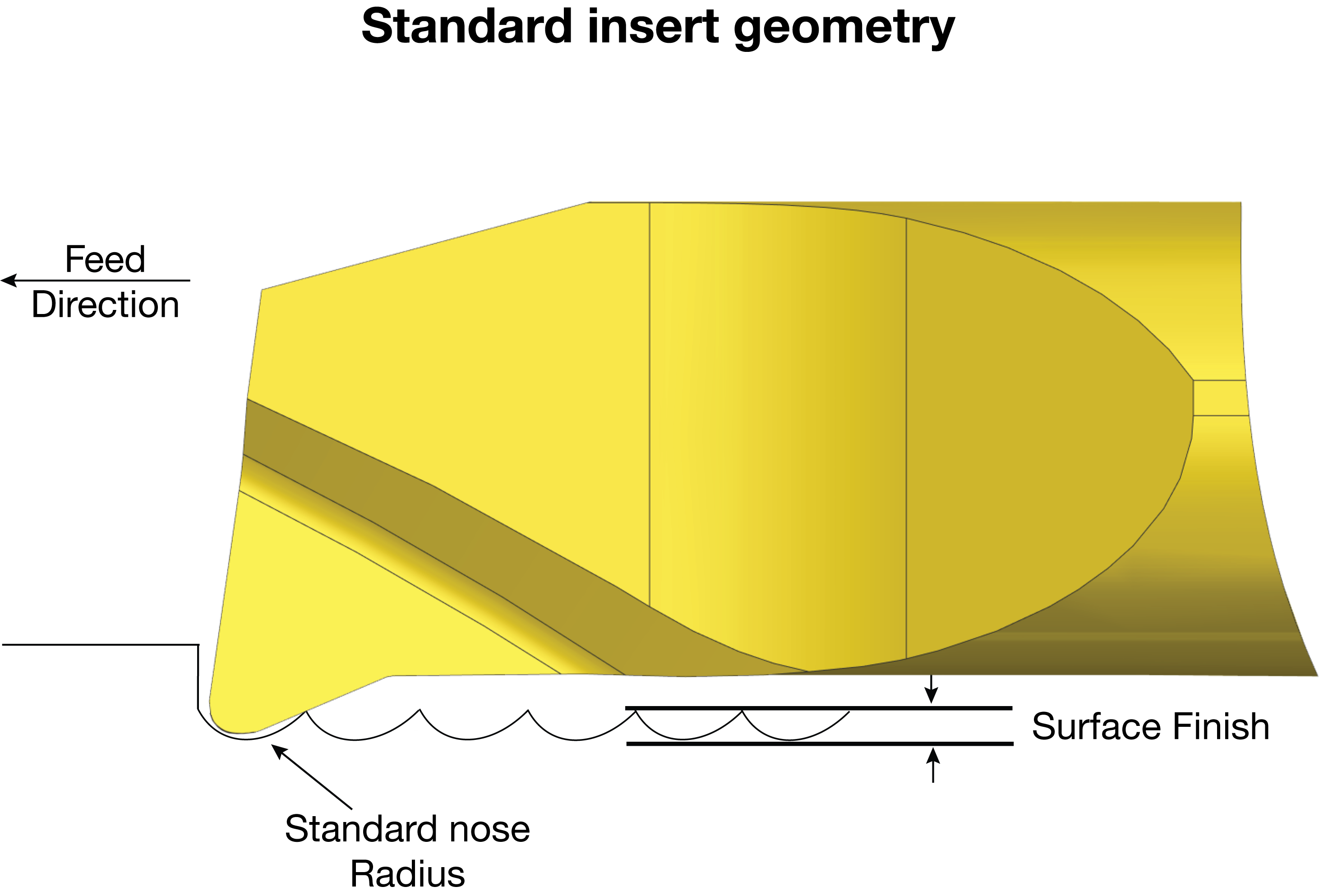
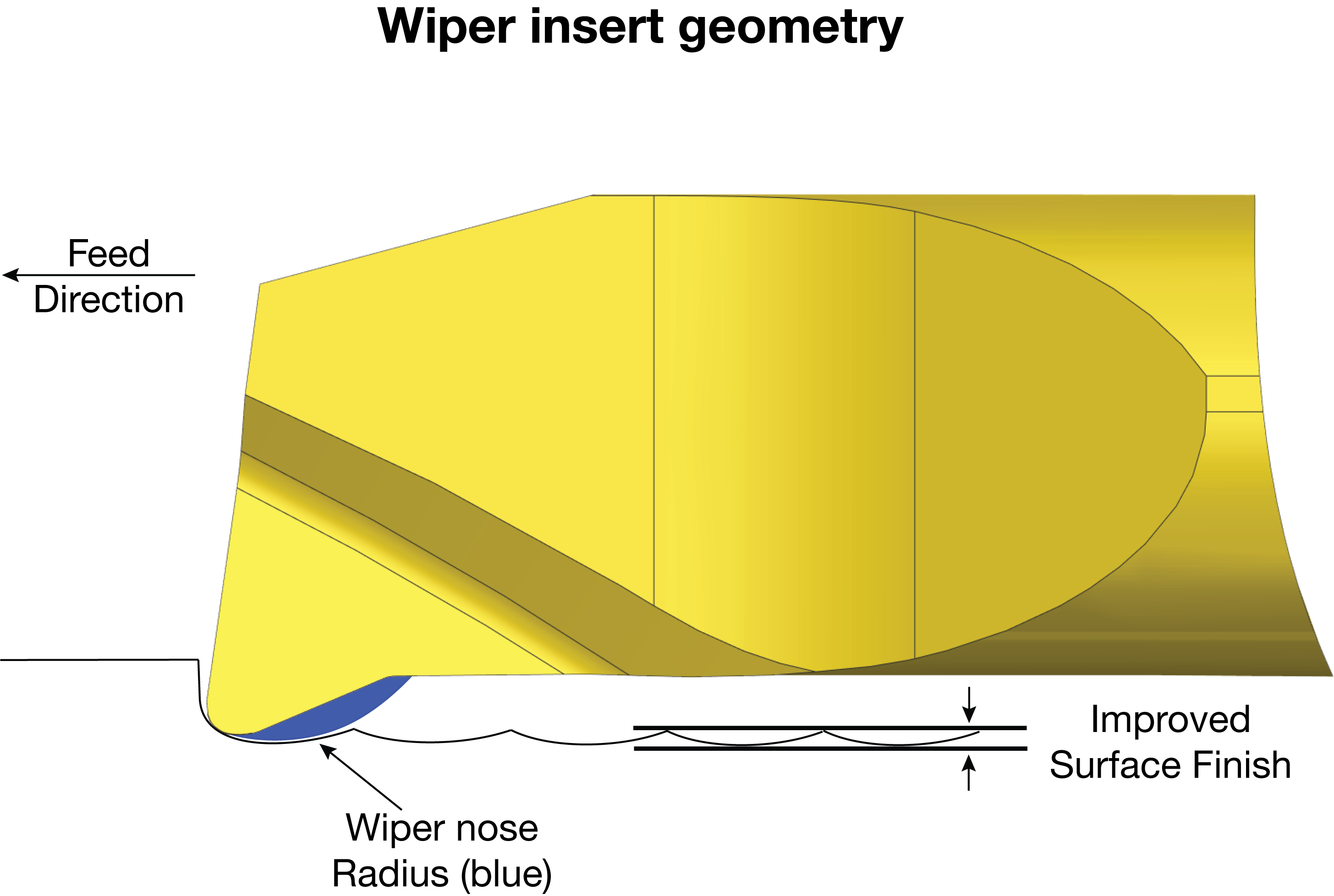
Wiper geometries are not new to cutting tools, but when utilized appropriately they can make a huge difference in surface finish. The key is the nose radius of the insert: an extended radius geometry creates less of a “scallop” with each pass and leaves behind reduced grooves on the surface. Not all boring operations are well-suited for a wiper geometry – the additional axial tool pressure from having a larger engaged surface can cause deflection and even surface hardening from the additional heat generated.






Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *