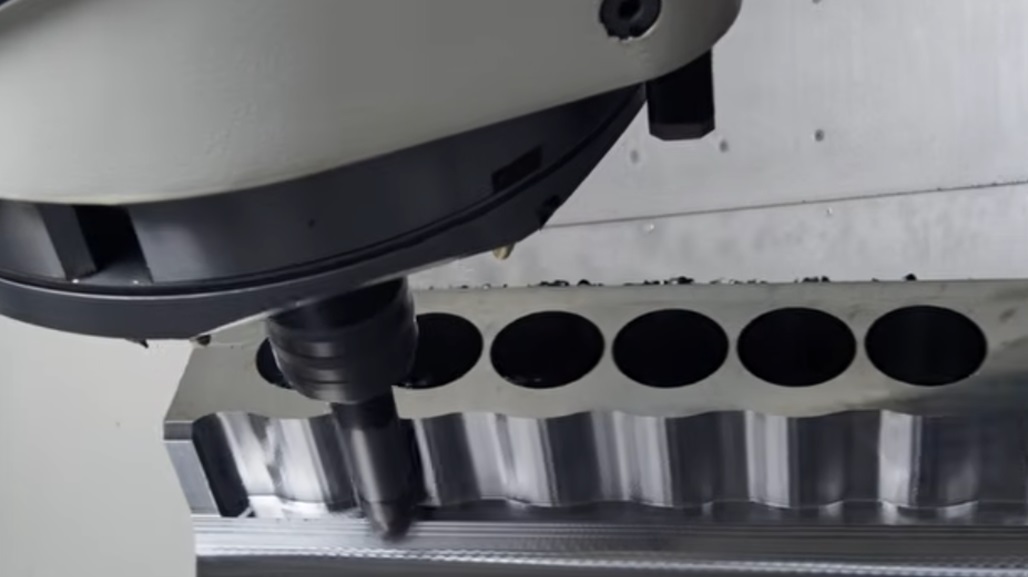
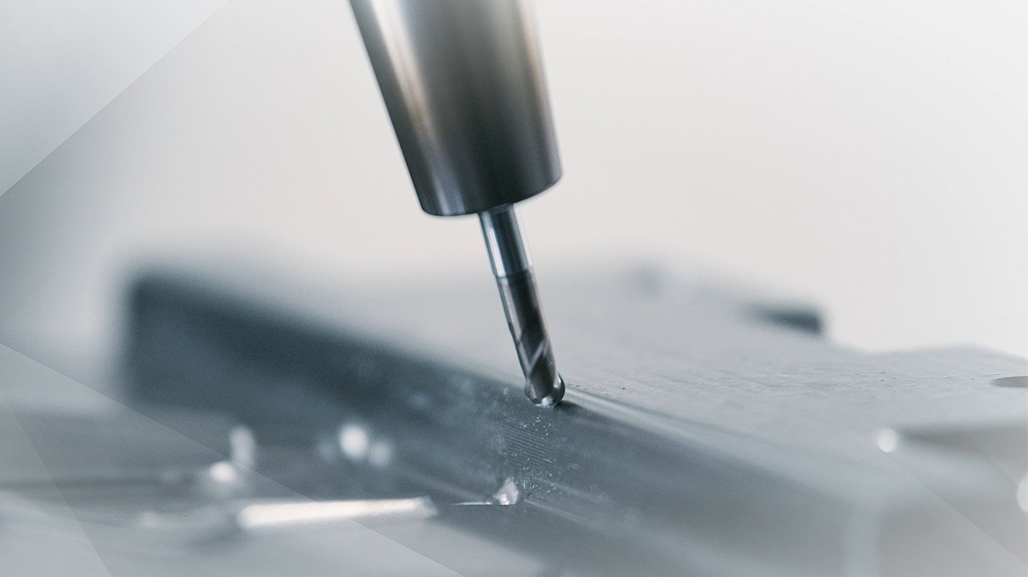
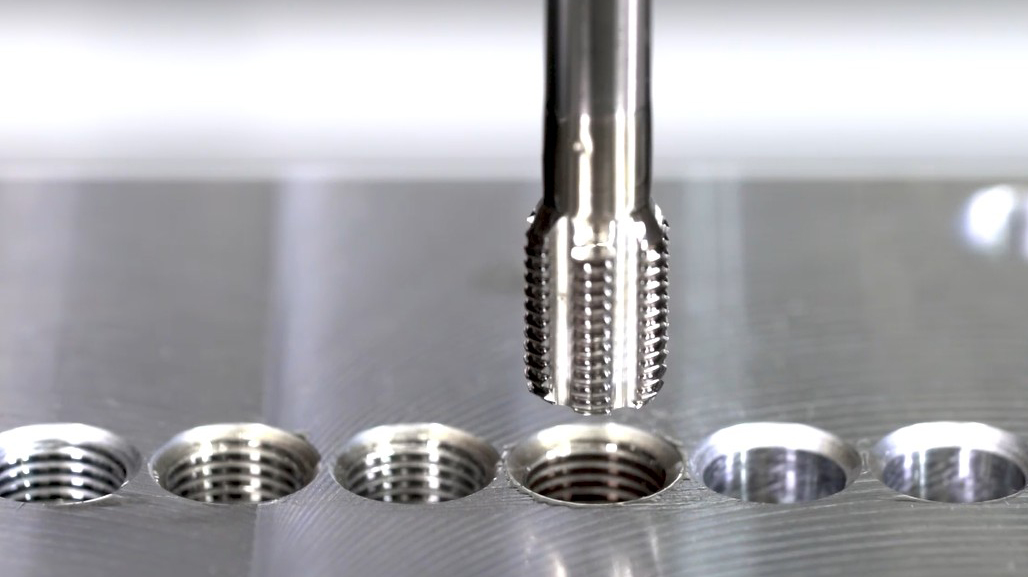
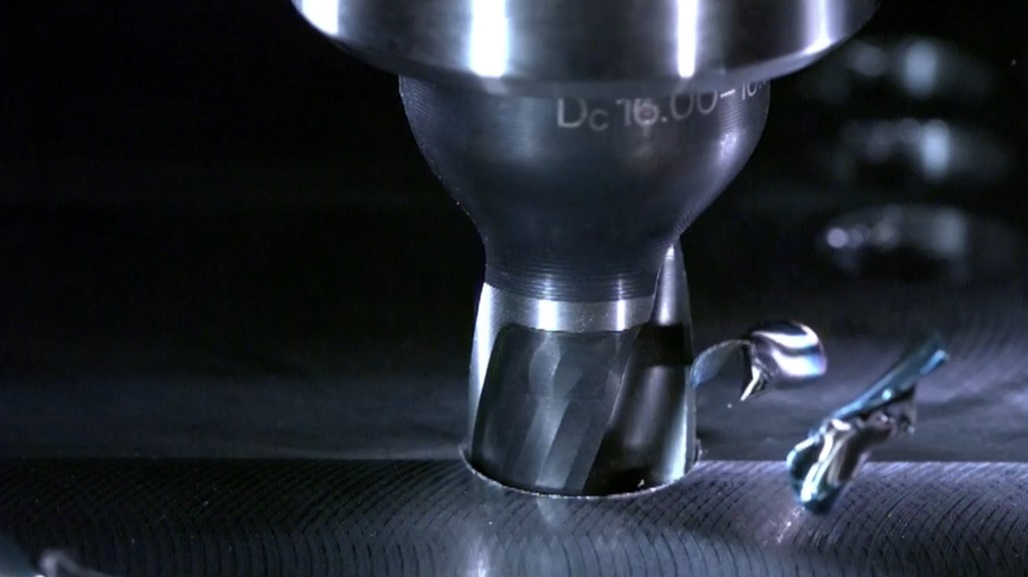
High Feed Milling a V12 Engine From Solid (Engine Block Machining) | Seco Tools
This video showcases how far high feed machining can go, combining multiple operations into one efficient, high-performance strategy.
Discover expert insights, industry trends, how-tos, and product tips to boost efficiency, cut costs, and improve operations - all in one place.





![The History of Manufacturing in the U.S. [Infographic] - thumbnail](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)


To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.