
Headquartered in Aurora, IL, Mitutoyo America Corporation is the world's largest provider of measurement and inspection solutions offering the most complete selection of machines, sensors, systems and services with a line encompassing CMM (coordinate measuring machines), vision, form and finish measuring machines, as well as precision tools and instruments, and metrology data management software. Mitutoyo's nationwide network of Metrology Centers and support operations provides application, calibration, service, repair and educational programs to ensure that our 8,500+ metrology products will deliver measurement solutions for our customers throughout their lifetime.
This technical bulletin addresses the accuracy and calibration of granite surface plates. The technical basis for this document is the American national standard (ANSI standard) entitled ASME B89.3.7-2013, Granite Surface Plates. This technical bulletin summarizes key technical issues; however, the ASME standard should be consulted for further information.
Surface plates are made of various types of granite – they are massive, stiff, and hard. The top work surface is lapped flat and smooth to provide a critical reference surface for many types of dimensional measurements. The quality of surface plates had been standardized for decades through the Federal Specification GGG-P-463c. That document was made inactive in 2013 when the ASME B89.3.7 standard was published. Much of the content of GGG-P-463c, including the standardized grades and tolerance values, was left unchanged and moved into the new standard.
Accuracy Specifications
The focus of this technical bulletin is the surface plate flatness, which is the most important metrological characteristic of surface plates and is subject to routine calibration over time. In accordance to the ASME B89.3.7 standard, there are two separate flatness characteristics that are important – the overall flatness, which covers the entire work surface, and the local variation in flatness, which is also called the repeat reading. The local variation in flatness applies to a smaller area of the surface plate and will therefore always have a smaller flatness tolerance than the overall flatness. For both characteristics, the same definition of flatness applies – it is the distance between two parallel planes that contain all the points on the surface of the plate. In practice, flatness is assessed by measuring points across the surface and determining the distance, or range, from the highest peak to the lowest value.
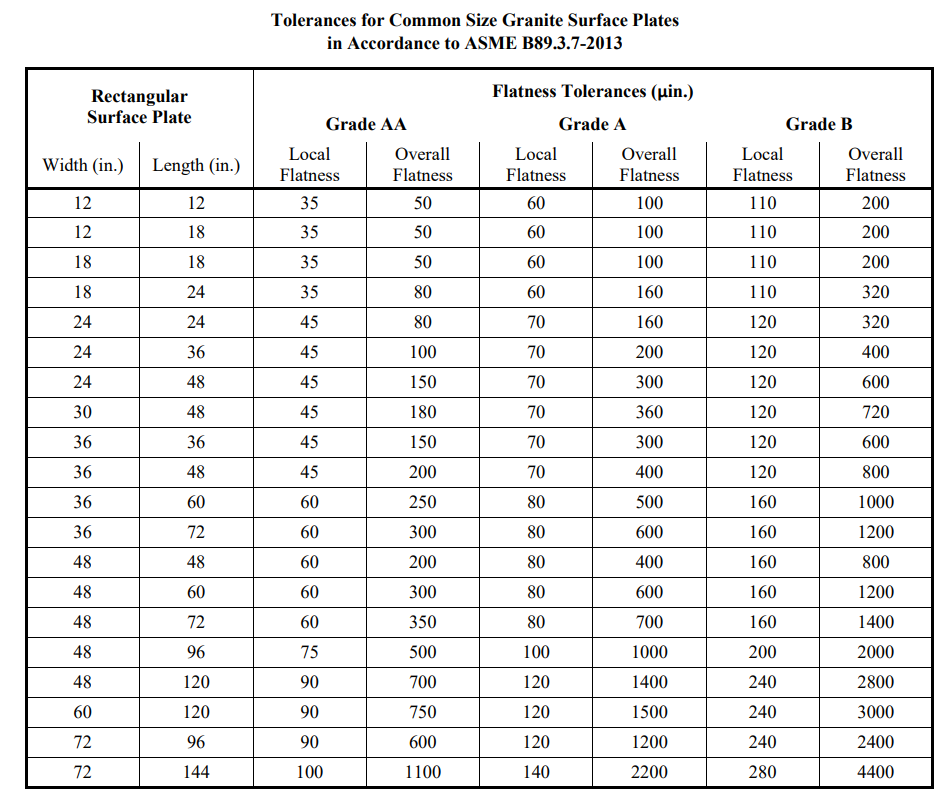
ASME B89.3.7 defines standardized tolerance grades for surface plates. The highest accuracy plates are called Grade AA, and they are often found in calibration laboratories. Grade B plates are the lowest accuracy plates, and they might be found on shop floors. The middle grade plates, Grade A, are often used in inspection areas. Surface plates are typically manufactured in common sizes and in accordance to the standardized grades. Customers can order the size and quality of the plate needed. The table below lists the tolerance values for the overall flatness and the local variation in flatness for the three different grades as defined in the ASME B89.3.7 standard.
Calibration and Verification
In practice, both the overall flatness and local variation in flatness need to be calibrated on a surface plate. Calibration is done by checking conformance of the surface plate to the two different tolerance values. If necessary, adjustments to the surface plate flatness – typically onsite re-lapping – can be done by those with the required skills and tools.
The overall flatness is often checked with a laser interferometer, autocollimator, electronic levels, or master straightedge and indicator. For all of these methods, a series of measurement lines across the surface plate are made and then the lines are combined into a three dimensional analysis of the overall flatness.
The local variation in flatness, or repeat reading, is typically checked using what is called a repeat reading gage. This measuring instrument has a small three-point base connected to a pivoting section with a fourth contact point. An indicator is used to measure the vertical movement of the fourth point relative to the base. The repeat reading gage is manually swept around the surface plate, and the measured local variation in flatness is the range of the indicator movement.






Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *