For more than 150 years “flood coolant” has been the de facto standard for coolant delivery. To understand what is right and what may be problematic with this standard, it is worth a quick look at why coolant is used in metal removal operations.
Simply put, coolant is used because it helps to:
- Improve tool life.
- Improve surface integrity.
- Move the chips or swarf out of the cutting zone to where it can be “handled”.
- Provide temporary in-process corrosion prevention on parts and chips.
Coolant or metal removal fluid performs at the point of cut to improve tool life and surface integrity. In the past, it was considered sufficient to splash a lot of fluid around with the belief that it would probably get to where it was needed. In a world where cutting oil and 200 SFPM are state-of-the-art, that approach may work well; but with the increase in feeds and speeds and the use of rapid wetting, water-based fluids, the “splash and forget” approach leaves much to be desired. To receive optimum benefit of fluid at the point of cut, first the fluid must be in good shape and then be directed to the right place.
Before we get into a discussion of the general process, let’s look at a classic example of fluid delivery directly to the point of cut. Conventional twist drilling always has been heavily dependent on the fluid’s ability to get to the point of cut to flush chips from the hole and to lubricate and cool the cutting point of the drill. These issues are critical in drilling; since the beginning of the industrial age, a machinist facing a difficult (very deep hole) drilling operation brushed on cutting oil and cleared chips periodically by backing off on the feed and withdrawing the drill from the hole (peck drilling).
At some point a machinist must have said to himself, “If I could pump oil to the point of the drill it would work better.” And the oil hole drill was born. As we all know, the affect of substituting an “oil hole drill” for a conventional drill with the same speeds, feeds, and coolant flow is significant. It is not unusual to see “order of magnitude” improvement in productivity, tool life, and hole quality. If you “up” the fluid volumes and pressures, or the feeds and speeds, you can see even greater results.
We know that if fluid is improperly delivered the effect can be worse than if you had cut the material dry; and, conversely, if coolant is properly delivered to the point of cut it can produce measurable improvements. For example, high velocity face mill has an interrupted cut. If a single coolant nozzle is pointed at the cutter it can become very hot, then cools suddenly; this often causes tool failure due to thermal shock – you’d have been better off dry. But if you install a coolant delivery ring or individual coolant nozzles in the tool holder so fluid is continually at the point of cut, tool life and productivity increase dramatically.
Moving chips or swarf from the cutting zone. Sufficient fluid must be delivered in order to push chips to the designated place. The easiest, most effective way to do this is to install dedicated coolant lines to wash the chips to where you want them to go, while a second set of lines and pumps deliver the fluid to the cutting zone. Whether or not you need separate plumbing and a dedicated pump is an IAD (it all depends) question. Typically, separate plumbing to move chips or swarf makes sense when they need to be moved a long way or from a large area. In situations where having “clean fluid” is critical, the “wash down” lines make great sense because this fluid will not see the cutting zone; then it is possible to use semi- clean or even “dirty” fluid to move the chips, reducing the load on the filtration system. Using a pump to provide wash down fluid also allows for full start and stop of fluid flow to the cutting zone, making it easier to work in the zone without becoming covered by coolant.
“Collateral benefits” of using coolant or metal removal fluid for moving chips and swarf from the cutting zone are as follows:
a. Takes heat from the work zone and transfers it to the coolant tank where it dissipates by evaporation or radiation.
b. Reduces friction between the tool flank and the freshly cut work piece.
c. Reduces friction between the tool face and the chip.
Flood coolant for in-process, temporary corrosion prevention on parts and chips. Flood coating wets the parts and the chips with the corrosion inhibitors in the fluid, giving them temporary protection. Delivering EP (extreme pressure) additives to the point of cut also helps control BUE (built-up edge), chip welding, and drag.
There is no easy “one size fits all” answer to coolant delivery, particularly with the advent of tool changes and “lights-out” operations, but there are some basic principles to think about to optimize processes:
- Point of cut. At the point of cut, coolant functions both chemically and physically. Not only is it important to ensure the fluid is getting to the point of cut, but also if it is “pushing” things in the right direction. A high-pressure, high-volume stream of fluid coming from the bottom of a hole is very beneficial, but that same stream of fluid pushing the chips back down the hole will cause problems.
- Critical zones of fluid delivery. Fluid functions on the cutting tool at the tool tip, at the tool flank, and as a barrier between the chip and the tool face. Depending on the specifics of the operation, the amount of fluid reaching each zone can be critical; delivering fluid to each of these zones may require special nozzle design or placement.
- Nozzle placement. With modern tool-changing technology, it is very difficult to optimize nozzle placement unless the coolant delivery system is mounted directly on the tool. However, optimizing coolant delivery for the “most difficult to do” operation or the “choke” operation seems to work best.
- Nozzle design. Most flood coolant situations do not require specially designed nozzles or delivery lines. However, nozzles that generate a smooth “laminar” flow of fluid are more efficient and generate much less mist and foam.
- Tool velocity. As tool velocities increase, the importance of properly designed nozzles increases; especially with grinding, where wheel speeds typically exceed 6000 SFPM. In these situations, it is best to drive the fluid into the “nip” between the tool or grinding wheel and the work piece at 100% to 120% of the tool velocity. If the fluid is moving at the velocity of the tool, or a little faster, it is not necessary to accelerate the fluid to the speed of the tool and it does not exert a parasitic drag on the operation.
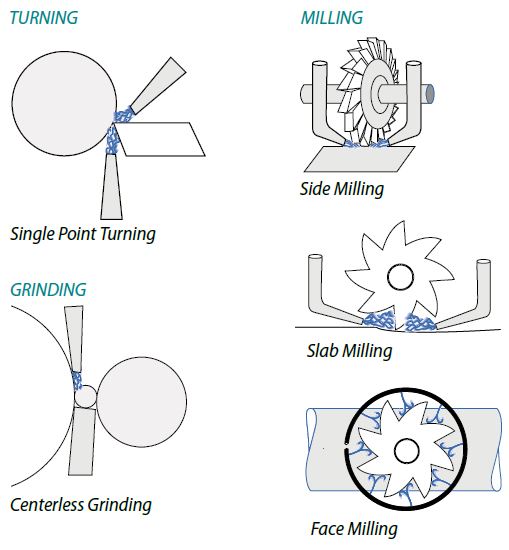
These drawings show different solutions to these applications. In milling, it is usually advisable to use two nozzles and with a face mill, a ring nozzle system. Also note for the centerless grinding, the addition of an “air dam or scraper” to break the layer of air buildup on the wheel can help the fluid to properly wet the wheel face.
- Flood coolant has been the standard method of fluid application
- It does a good job of delivering fluid to the right place in most situations.
- Two major problems exist: where the tools are moving rapidly, the fluid may not consistently reach the tool work piece interface; in other situations, the tool may run wet and then dry, leading to tool failure.
Previously featured on MasterChemical.com.
Related Articles

In this episode of MSC Industrial Supply's "How To," host Jacob Sanchez explores the cutting-edge world of tooling and machining innovation with Mitsubishi Materials.

Supplier Content
Join Jacob Sanchez in this episode of MSC Industrial Supply's "How To" series as he explores how Walter America builds strategic partnerships beyond traditional supplier relationships.

HAIMER details the key characteristics of each of their balancing machines to help operators select the right one.
Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *