By Andy Hooper, Senior Director, Strategic Partner Development, Bilz Group
With the advent of the ER collet chuck came a huge “easy option” to tap in a rigid manner. The world's applications using ER collet chucks is so large that I’m sure that, to estimate the chucks which are in use today can only result in a massive miss-calculation. However, I’m also sure we can agree that we are talking about millions of chucks in circulation and therefore thousands of potential opportunities to show the advantages of STA benefits listed in this report.
The potential for tooling companies to make a large improvement in many facets of manufacturing target benchmarks is equally big. To do this and convince the customers we simply need to understand what is happening at the cutting edge. We can then compare what can be described as the two basic rules under which tapping takes place. The first is tapping with rigid chucking equipment, classically ER collet chucks, and the second, chucks with a form of compensation or synchronization.
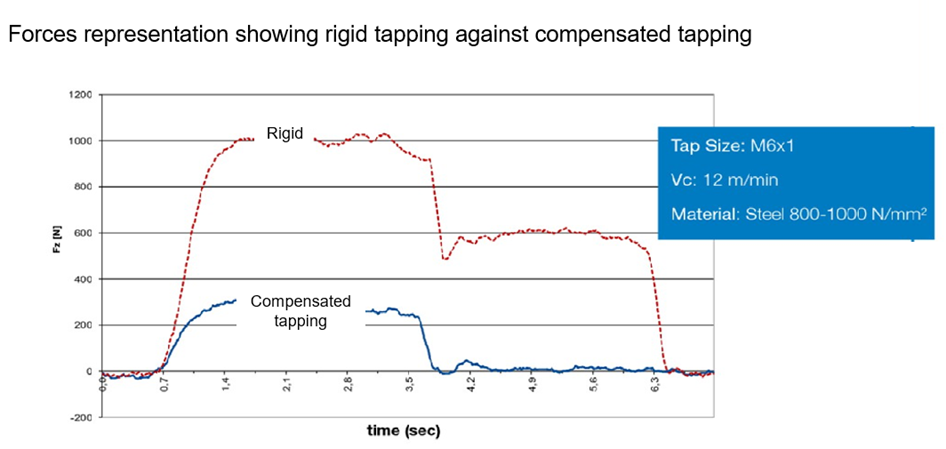
The following graphic will show you exactly what is happening at the cutting edge, when compared in a forces graph, as seen below. Why select a forces representation? Simple, higher forces on the cutting edge means reduction in tool life and quality and this means costs are increased and company prestige, not to mention product standing in the market, is compromised!
Comparing rigid tapping with ER collet chucks to BILZ’s STA (Synchro Tap Adapter) Synchro collet working with tapping compensation. The benefits will become clear to all with the added value that STA product which will fit one-to-one in an existing ER chuck.
In this example Bilz takes a relatively easy steel to tap, (800 to 1000 N/mm2). Using the cutting data as shown in the blue inserted box in the graphic for both tapping processes, we can demonstrate that rigid tapping clearly generates forces well in excess of compensated tapping.
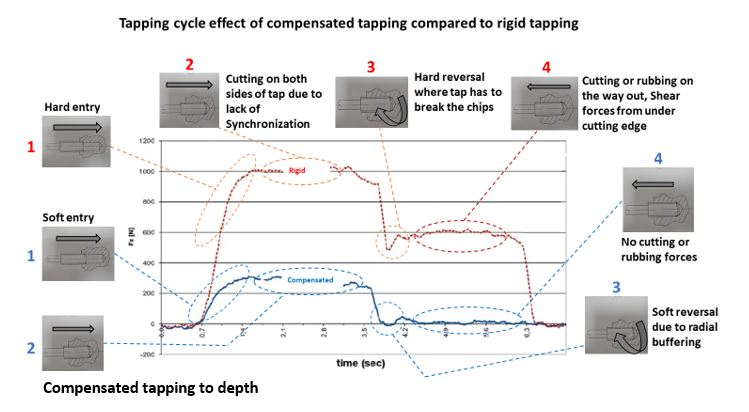
To understand the graphic further we can split it into four segments which will identify the stages in a typical tapping process:
Click to enlarge
The segments can be described as follows:
Tap enters the component
Tapping to depth or through on blind holes
Tap reverses at the bottom of the hole
Tap moves out of the tapped hole
Looking at the graphic we have to ask ourselves several questions:
Comparing the entry forces, we see two distinct differences:
a. Why are the forces lower when entering the component for compensated tapping?
Answer: The reason is easy to explain. Firstly, the STA synchro collet has the ability to move the tap's cutting edge or profile in four directions. Advance or retard in both rotational and in linear directions. When we speak about movement of the profile, we talk about movement in microns which is sufficient to align the spindle movements perfectly to the position of the manufactured profile of the tap. This helps the cutting action to “synchronize” the pitch of the tap with the mismatch of the decelerating speed and feed of the machine spindle position.
b. Why is there a softer entry curve for compensated tapping compared to rigid tapping?
Answer: This is due to the radial movement of the STA synchronization effect.
Why are the cutting forces to depth so much higher when rigid tapping compared to the synchronized tapped data?
Answer: The mismatch of the machine's spindle position on rigid tapping forces the tap to cut and rub on all flanks of the tap. Basically, it is fighting the mismatch from both sides of the thread profile. This has two negative effects on the tap and on the component, causing reduced tool life and poor thread profile issues. This also causes a weak product and affects the product quality.
What is the benefit of a compensated reversal at the bottom of the tapped hole compared to rigid tapping?
Answer: We all know that there is zero surface speed at the turnaround point of a tapping operation. The synchronization effect of the STA product allows a smoother transition. This allows what is an aggressive chip breaking operation, when rigid tapping on reversal to be reduced to a minimum, when synchronized tapping. This reduces the micro chipping on the synchronized tapping operation, thus increasing tool life.
Why are cutting forces present in the rigid tapping graphic compared to no forces in the compensated tapping graph when the thread has already been cut and the tap is exiting the tapped hole?
Answer: This is an interesting factor and shows quite nicely that when a thread has been cut, the power drain, coming out of the hole, should be close to zero. This can be seen in the synchronized graph. The forces coming out on the rigid tapping operation are purely related to the mismatch of the thread profile and the accelerating speed and feed of the machine spindle. The effect on the cutting edge is a reduction in tool life and product quality due to the double cutting action. The rubbing and the negative shear forces coming from underneath the cutting edge are the cause related to the operation when rigid tapping. This induces splintering of the cutting edge in the case of carbide taps and excessive wear when tapping with HSSE or PM tap materials.
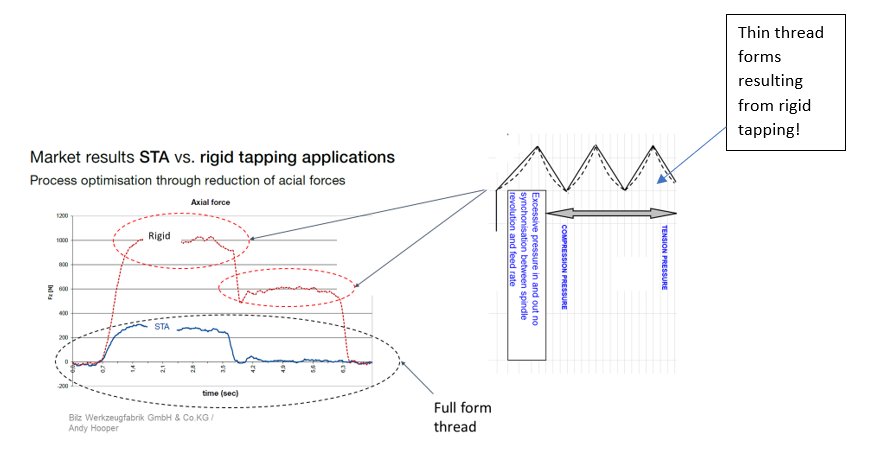
But what about quality of thread form?
One of the most dangerous situations for thread quality is a “thin” thread. This is directly attributed to the lack of synchronization or compensation. Rigid tapping is the cause of this negativity. The following graphic shows when this happens in the rigid tapping process.
Click to enlarge
Setting times for the STA products are far less than those for conventional ER collet chucks which gives an increased productivity as shown.
So, what can you tell when someone asks how much better is STA?
Answer: The benefits are guaranteed! However, every application is different and as such, the more aggressive a material is to tap, the more percentage increase in tapping life will be the result when moving away from rigid tapping to synchronized tapping. This means better thread forms, better quality for longer and, of course, higher cost savings.
Finally, it must be noted that: STA is a product designed for modern CNC machinery with selectable tapping cycles, especially machines with spindle synchronization. Older CNC machines with worn spindle and feed drives may show lower benefits.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.


![Common Abrasive Mistakes in Fabrication [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/63J06JpDcUwZGXadYmQH5O/722be8804d5f3b14e59d1c9cc5205250/Option_1_AbrasiveMistakes_GettyImages-1443275947-thumb.jpg)


