A Better Way to Help Manufacturers
The idea for the APS automation cell came about when Norton’s Abrasive Process Solutions Team, managed by Tony Landes, saw a market shift in the last several years toward paid labs, as lab providers began to require an initial investment from manufacturing businesses to offset the costs of running the lab. But big upfront costs are risky for manufacturers. They must lay out money even to get a glimpse at how automation might integrate into their operations, and if they choose not to automate after having the lab results, their down payment is lost.
Shappell was an abrasives end user for 30 years, and he knows the position manufacturers are in today.
“The old way is unacceptable,” Shappell says. “We thought of a better way.”
Norton’s better way is providing access to its automation cell for no upfront costs, except a possible tooling charge for complex jobs. By seeing the process and receiving a proof of concept, manufacturers get the visibility they want into how automation can be used to transform their abrasives business.
Read more: How the Science of Abrasives Yields the Art of Performance
Here’s how the APS automation cell works:
A Norton engineer visits the manufacturer to observe the operation and then develops a plan for reproducing the manual work with automation. Using sample parts sent by the manufacturer to Saint-Gobain’s research and development campus in Northborough, Massachusetts, Nathan Jackson and other programmers set up the automation cell, complete with any media and tools necessary for the job. After the team is finished, Norton gives the manufacturer a short video of the work process along with the finished sample parts and a report of all of the data generated by the APS team.
“When we’re done in the automation cell, we go back to the manufacturer and say, here’s all the information we’ve got—here’s the abrasive, the size, the grit, the grain, all the technical part of the abrasive. And here are the speeds, feeds, pressures—a lot of the things that a system integrator would need to be able to put this into a robot,” Shappell says.
What’s Inside the Norton APS Robotic Automation Cell
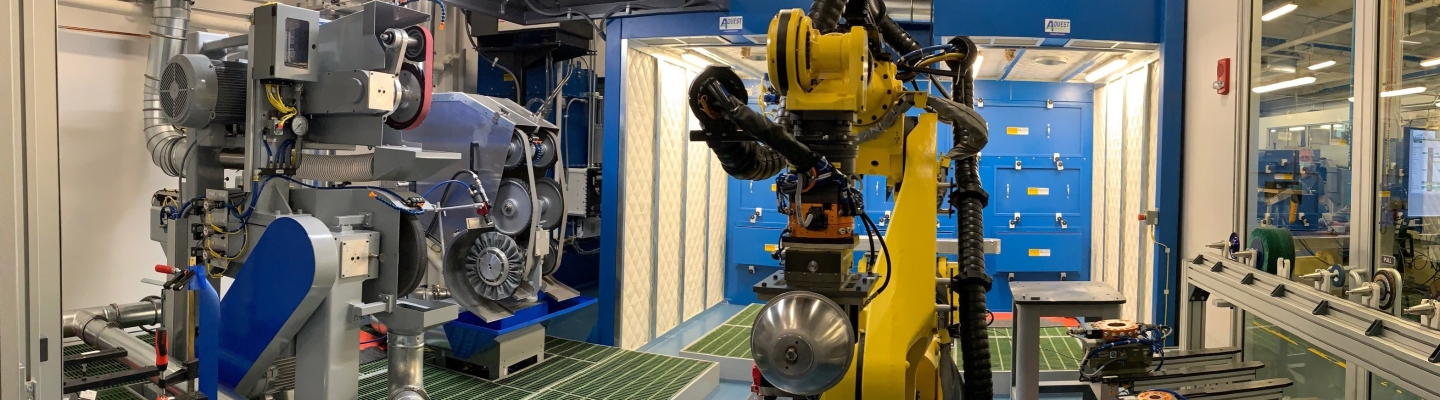
To deliver a proof of concept in this way, Norton created a setup that could handle just about any abrasives job. Let’s take a look around the APS cell:
At the center of the cell is a Fanuc R-2000iC/210F robot, capable of lifting about 463 pounds. The robot’s robust payload expands the possibilities for manufacturers looking to automate. “Certainly, a robot can pick up something all day long that a person wouldn’t,” Shappell says. “We can pick up the part now and push it against a moving belt, and it’s going to be a 30-second cycle instead of a 5-minute cycle.”
A BT30 toolholder rack is set up with a wide variety of media, and additional pieces can be added as needed for a specific job. “It can hold just about any piece of abrasive that is available in the market, from flap disks to flap wheels to fiber disks to diamond Type 27 products,” Shappell says. “It’s virtually endless. Anything new that comes out radial, we should be able to do that.”
From the tools on the rack, the robot can be outfitted one of two ways—with the necessary tool for applying the medium to the part, or with a gripper for grabbing a smaller part and applying to the media. The robot will then rotate into place to begin its work.
The APS automation cell has a table that rotates and pivots, providing a stable surface for larger parts that need to remain stationary while the media are applied. The table is also adjustable, serving as a seventh axis and giving manufacturers greater flexibility for the job. “It can work in conjunction with the robot, so the moves can be coordinated,” Shappell explains.
For smaller parts that can be pushed against media, there are two machines in the cell:
- Stacked grinding heads. A 40-horsepower wheel is plenty capable of driving cutoff wheels, big grinding wheels and diamond wheels. A companion 5-horsepower wheel can do “some serious grinding—abrasives, coated abrasives, nonwoven,” Shappell says.
- Side-by-side grinding and finishing heads. Each side has three large heads for holding belt products or radial products for heavy pressure work and a spindle for light to firm finishing processes.
Featuring 6-inch fluid pans, the APS cell can be used for wet applications. “If you’re running something that might load, if you use a little coolant, the belt will last twice as long, and the cut will be twice as fast,” Shappell says. “We are able to use coolant for any of the heads or the table. This is the only automation cell in all of North America using a robotic application and abrasives that can run dry or wet. We can also put misters on it. Instead of a stream of coolant, it can be a mist.”
How Manufacturers Can Use the Data
Armed with data from Norton’s APS cell, manufacturers can leverage any element they need when building out the automation systems in their facilities, even if it’s a single contact wheel.
Maybe they need the stacked grinding heads to accomplish their work, but not the side-by-side unit. Or they don’t quite need a 40-horsepower motor. This is where Norton’s APS cell results are beneficial.
“With our data acquisition system, we’ll be able to track it: OK, we’re running 40 horses, we’re running at this rpm, we’re pushing with this much pressure, with a 24-grit belt,” Shappell says. “In the end, we’ll be able to say, out of the 40 horses, you used 26. Nowhere close to the 40, but you can’t use a 20-horse motor. You can’t use a 25-horse motor. You’ve got to go to a minimum of 30. We can have that conversation.”
Read more about Norton Abrasives
In some cases, the manufacturer may come away with a completely new and more efficient way of getting things done. Instead of a worker using an angle grinder on a heavy part all day, what if a robot picked up the heavy part and pushed it against a big grinding wheel or polishing belt? With automation, it’s possible.
“Even if you want it done the same way it’s done now, but you want a robot to do it, we can show you the advantages,” Shappell says. “If the robot is pushing, you can go faster, output goes up, the abrasive is going to last longer and the part will look better. That’s the goal.”
How can Norton’s Abrasives Process Solutions Team help you optimize your abrasives business? Share your thoughts in the comments below.





Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *