Impressive time savings are possible, as seen in a customer case trial that involved the face milling of an aluminum (high Si content) cylinder head. Here, the use of M5F90 against a special PCD cutter manufactured by a competitor, not only saw a 150% cycle time saving, but eliminated burr generation. Cutting data included: 15,915 RPM spindle speed; 2000 m/min. (6562 ft./min.) cutting speed; a feed rate of 0.16 mm/tooth (0.006 in./tooth); and 1.5 mm (0.06 in.) depth of cut.
In a further M5F90 example, cycle time reductions of 44% were achieved on an aluminum chain case in comparison with using a competitor’s 63 mm (2.48 in.) diameter indexable cutter featuring six PCD inserts. What’s more, the solution eliminated a previously required brush deburring operation.
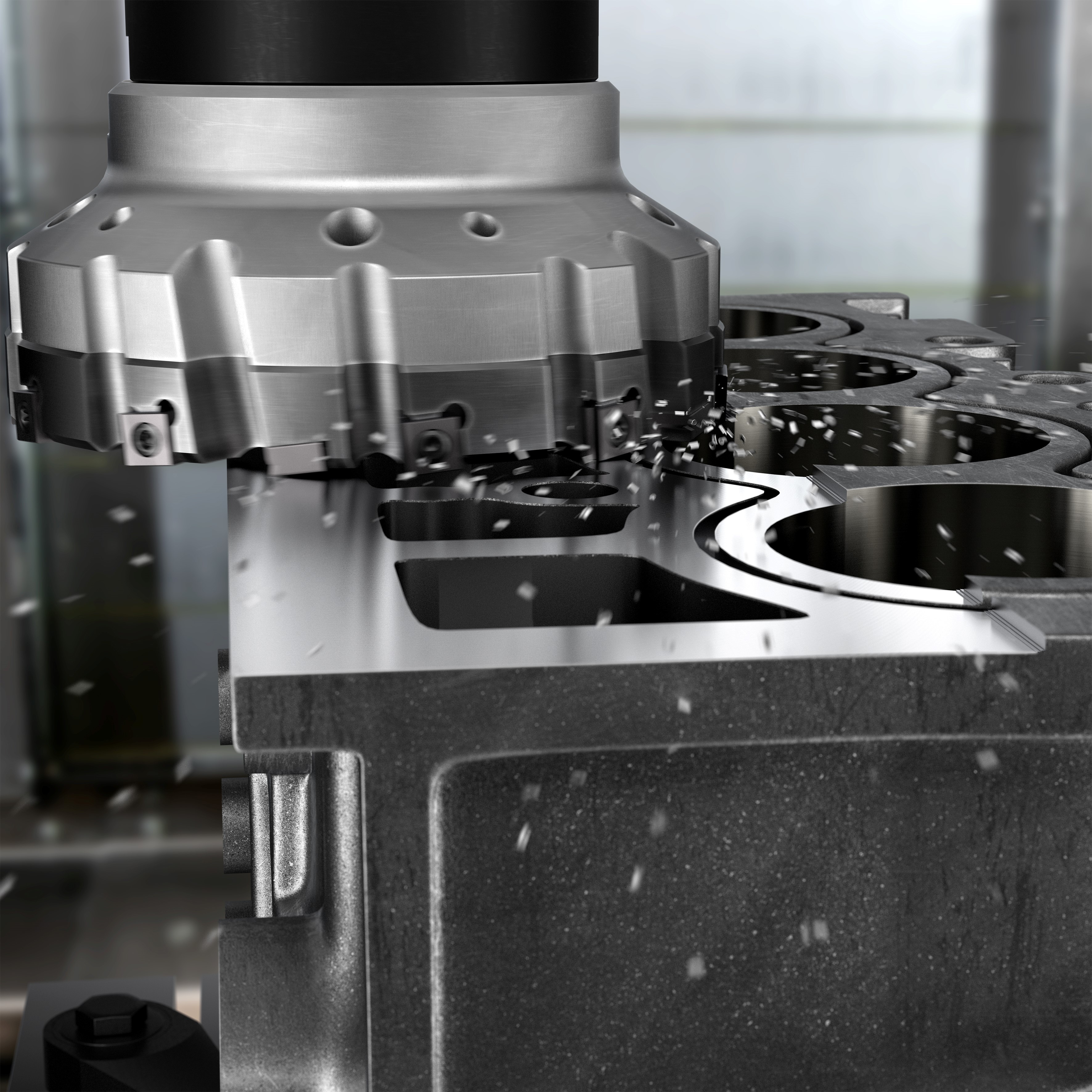
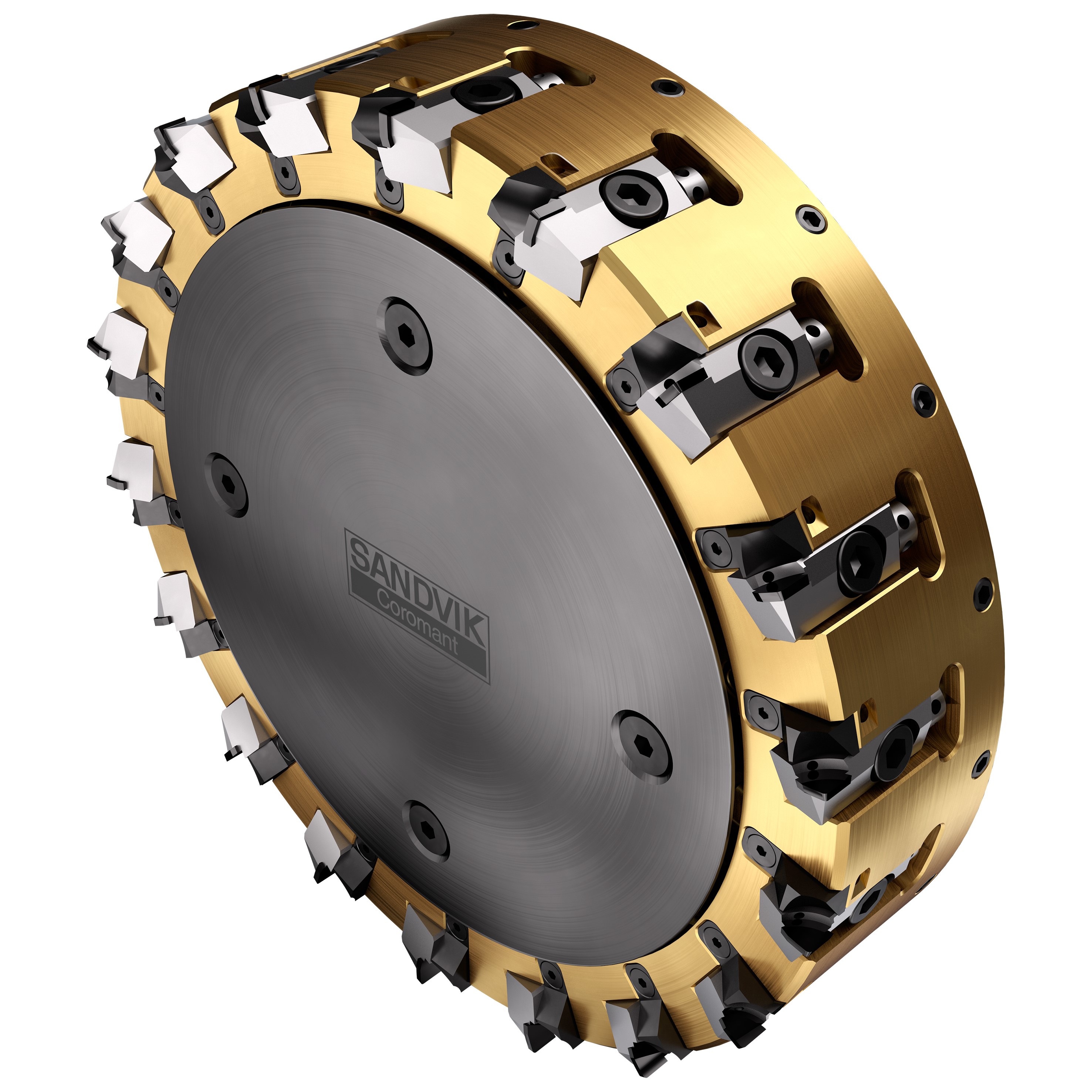
Another new engineered tool is the M610, which has been developed to mill the deck face/top of engine cylinder blocks with bi-metal interfaces, typically aluminum and gray cast iron (CGI).
A range of thermal and mechanical properties makes for challenging machining when it comes to bi-metal materials. Existing milling cutters for this application are complex and require adjusting, resulting in compromised throughput rates. In addition, such tools often cause chipping on the GCI portions of the component.
In contrast, M610 requires no set up and no adjustment, and results in the potential to deploy high feed rates without chipping, burring or scratching of parts. This capability is important as surface imperfections have the potential to produce leakage between the cylinder block and head, which in turn compromises power and performance. Some global automotive OEMs are already benefitting from the adoption of M610.
To reference one particular customer, enormous competitive gain has been achieved when finishing the combustion face on bi-metal engine blocks. Pitched against a competitor’s adjustable cutter with cartridges, the M610 achieved a tool life improvement of 833%, completing more than 4000 parts, in comparison with the competitor cutter’s 480. Moreover, the M610 performed at 10 times the speed. Cutting data for the 15-insert M610 included: 3000 m/min. (9843 ft./min.) cutting speed; a feed speed of 5720 mm/min. (225 in./min.); a spindle speed of 3820 RPM; a feed rate of 0.15 mm/tooth (0.006 in./tooth); and a depth of cut on aluminum of 0.5 mm (0.02 in.) and on cast iron of 0.05 mm (0.002 in.).
Other tools in the family include the M5Q90 tangential roughing cutter, which performs first-staging cubing (first machining of faces after casting) in a single operation without burring. The tool is fitted with PCD tangential inserts that provide a smooth and stable cutting action to reduce power consumption and eliminate vibration.
Aluminum cylinder heads and blocks are among the components to benefit from the M5Q90. By way of example, the cubing operation on a cast-cylinder head would typically involve machining the camshaft face, inlet/outlet face and combustion face. In a customer case study, the rough face milling of cylinder heads cast from AS-9 aluminum alloy on a horizontal machining center produced highly impressive tool life results. At 3000 m/min. (9843 in./min.) cutting speed, feed per tooth of 0.2 mm (0.008 in.) and 2.0 mm (0.079 in.) axial depth of cut (fully engaged to 40 mm (1.57 in.), more than 10,000 components were completed.





Talk to Us!
It sounds like there is a lot of precision you need to have with positioning. i don't have the equipment to cut steel myself. I'll have to hire a contractor to do it for me. http://www.intracut.com.au/aluminium6061.php
35Leave a reply
Your email address will not be published. Required fields are marked *