How long is a meter? Centuries ago, metrologists defined it as one 10-millionth of the distance from the Earth’s equator to the North Pole, as measured along the meridian through Paris. Around the time Henry Ford was dreaming up the automotive assembly line, the meter was equal to a special bar made of platinum-iridium alloy that was stored in Sèvres, France.
Since 1983, however, a meter has been defined as the distance light travels through a vacuum in 1/299,792,458 second.
This improbable number is the calibration standard to which every gage pin, gage block, micrometer, dial caliper, bore gage and dial indicator in your shop is traceable.
The trick is to perform these calibrations on a regular, well-defined basis, document the results and teach anyone who handles these metrology devices that they should be recalibrated when inadvertently dropped on the floor or otherwise mishandled.
Proper Equipment Maintenance
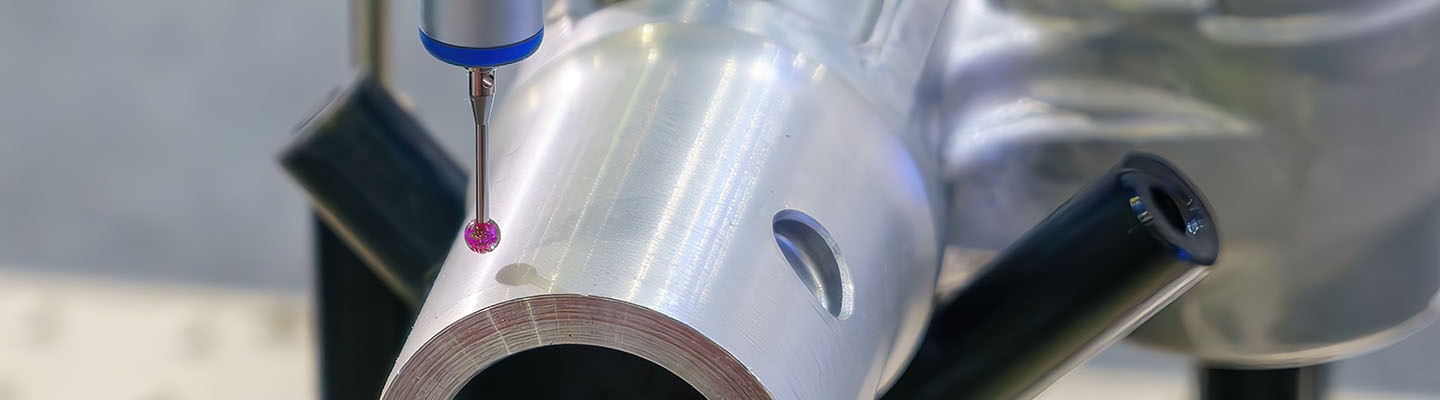
The same can be said for coordinate measuring machines, or CMMs. Here, a known artifact (again, one that’s traceable) is placed on the CMM bed and inspected. Multiple measurements in multiple locations are usually taken, with any deviation recorded and then compensated for through the machine’s operating software.
In many cases, a ballbar device or laser interferometer might be a better choice. These devices not only provide more accurate and comprehensive calibration but are also much faster than the traditional artifact-based alternatives.
Similarly, these systems should be used for routine calibration of CNC machine tools. Doing so ensures better part quality, less scrap and increased machine uptime.
It goes without saying that CNC machinery and metrology equipment of all kinds should be kept in good working order. Check hand tools every day for wear or damage. Keep gages and tooling clean and free of chips, grit and dirt.
Monitor and adjust cutting fluid concentrations as necessary, skim tramp oil from the reservoir, top off the machine’s way and hydraulic oil and perform routine maintenance on spindle bearings, drive systems and other electromechanical components.
Each of these steps ensures that equipment will operate as scheduled, reducing process variability and unexpected disruptions.
Regulations and Industry Standards
Lastly, let’s talk about standards. We already mentioned ISO 13485, AS9100, TS 16949 and ISO 9001. Each is a widely recognized and, depending on the industry, increasingly expected quality management certification.
But even without these, machine shops and other manufacturers have plenty of required reading from which to choose.
For example, the ASME Y14 (American Society of Mechanical Engineers) series of technical documents describes everything an engineer or machinist should know about drafting and dimensioning practices. ASME B46.1 defines surface texture and finish requirements.
ASTM F136 (American Society for Testing and Materials) and ASTM F138 offer technical information on Ti-6Al-4V ELI titanium and chromium-nickel alloy, respectively. And let’s not forget U.S. Occupational Safety and Health Administration (OSHA) Standard 1910 to keep everyone on the shop floor safe and healthy.
There’s plenty more, with regulators from the Food and Drug Administration to the Environmental Protection Agency weighing in on the do’s and don’ts of the shop floor. Does your company need to follow these guidelines? In many cases, yes, while other standards apply only to specific market sectors, materials or processes.
Regardless, it’s up to each machine shop, sheet metal fabricator, plastic injection molding house or 3D printing service to brush up on applicable requirements and how to implement them.
With assistance from Luke Adair, senior national account manager at JPW Industries, and Dan Skulan, general manager of industrial metrology for Renishaw.
Which parts of quality control are most important in your business? Tell us in the comments below.



Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *