
ISCAR is the largest of the 15 companies comprising IMC (International Metalworking Companies). Together, they supply a dynamic comprehensive line of precision carbide metalworking tools. These companies produce a wide range of carbide inserts, carbide endmills, and cutting tools, covering most metal cutting applications. IMC also provides engineering and manufacturing solutions to major industries throughout the world. Many innovative products, designed especially for customer requirements, have made IMC a world leader in major manufacturing industries such as automotive, aerospace, and die & mold production.
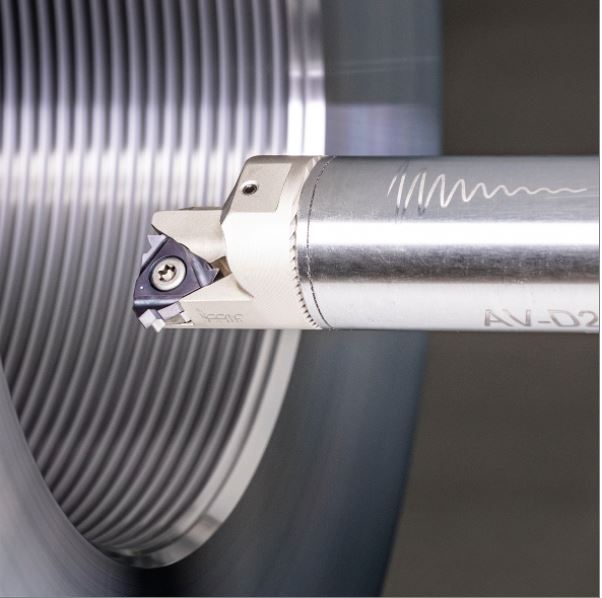
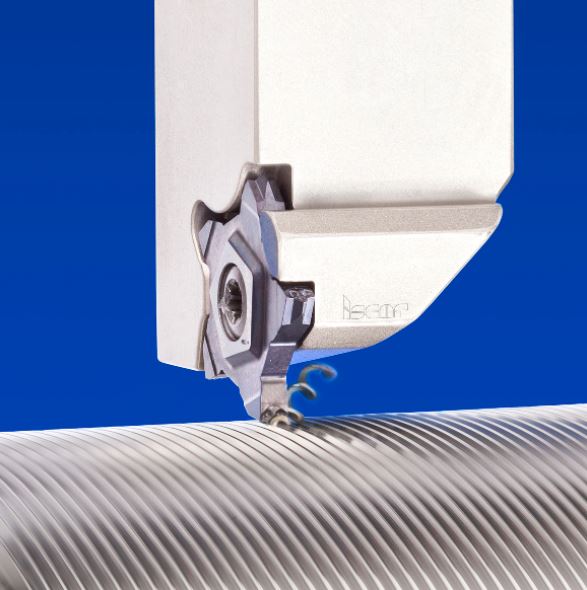
The production of thread connections is a common application in the metal working industry. Most metal working industries produce parts that are characterized by external or internal threads, from tiny dental screws to large thread joints for pipelines associated with the oil and gas industry.
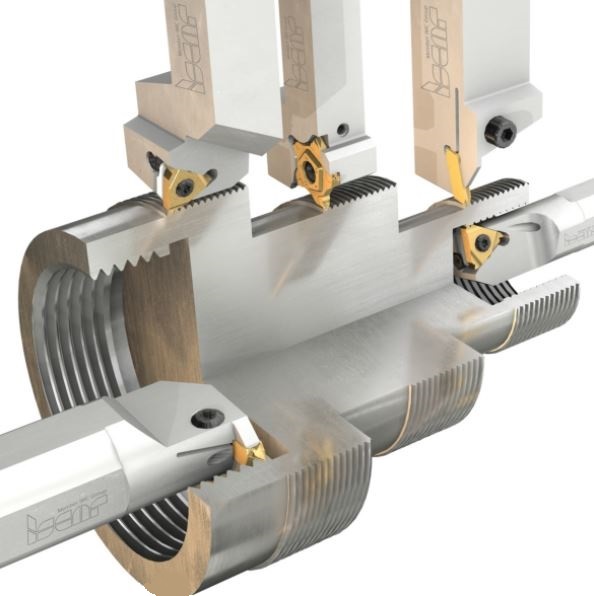
There are a wide variety of thread types produced in National and International Thread Type Standards. Thread types differ in shape and dimension, where each standard defines a specific thread type. In many cases, a thread type standard characterizes a specific requirement for an industrial branch or main field of application. For example, UNJ and MJ thread type standards are associated with the Aerospace industry, and NPT and BSPT standards are associated with the oil and gas industry for pipelines, pipe connectors, and fittings.






Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *