Keeping Your Cutting Tools Consistent
This knowledge is valuable for any manufacturer, even those who specialize in the high-mix, low-volume work typical of most job shops. The question then becomes: What are those cutting tools, and what attributes do they have that separates them from more general-purpose tooling?
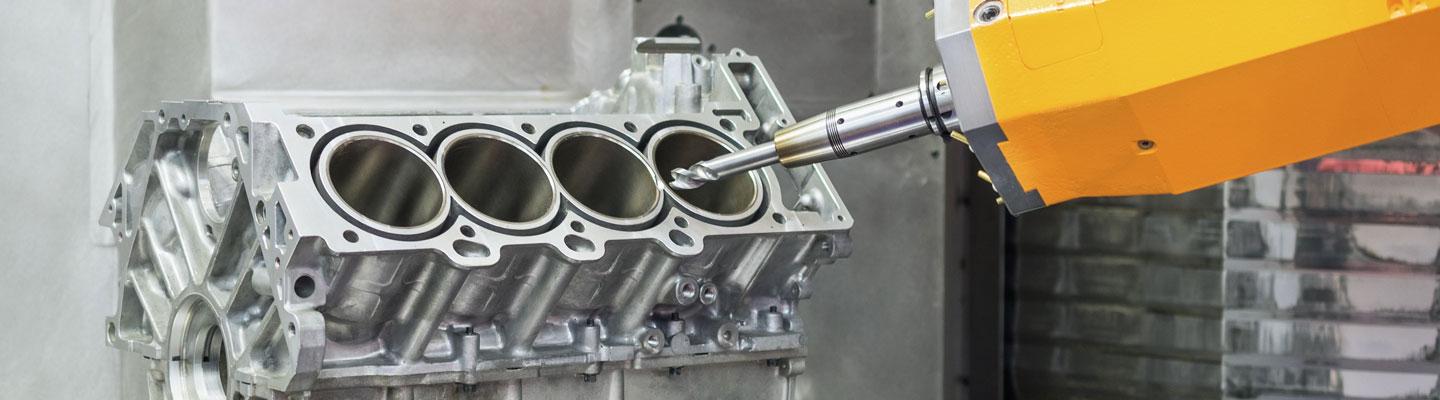
Adam Glover, district manager at OSG USA Inc., explains that high-volume manufacturers look for consistency in their drills and end mills rather than any specific geometry, grade or coating.
“The design and machining characteristics of automotive tooling will be quite similar to that used by job shops, but when you’re running a million a year of something, you can’t tolerate any surprises,” Glover says.
“You need predictable tool life, and when it’s time to change a drill or other round tool—or any cutter, for that matter—you want to put it in and hit cycle start,” he adds. “That’s the top priority, which is why automakers always select the highest-quality tools available, regardless of price.”
Balancing the Budget
But hold on—anyone who’s quoted machined parts for the automotive industry knows that the purchase order usually goes to the supplier that can offer the lowest piece price. Doesn’t that then suggest that shops should be frugal when planning their tooling budgets? Not really, says Brent Marsh, business development manager for the North American automotive area at Sandvik Coromant Inc.
“The repetitive nature of high-volume automotive machining demands that variation in the processes, the machine tools, the workholding, the gages, and especially the cutting tools be kept to a minimum over a longer period,” Marsh says.
“Everything requires good process capability, with less dependence on the operators manually intervening in order to achieve the desired final results,” he adds. “It’s these factors that determine the lowest piece price no matter what you’re machining.”
That’s all well and good for automakers with their affinity for cast iron, steel and aluminum, but what about everyone else? Job shops machine everything from stainless steel to Inconel, composites to high-strength alloys. Predictability is certainly important here as well, but paying a premium price for premium round tooling might be less palatable given the need for more frequent changeovers—in this environment, cutting tools are sometimes used for a fraction of their potential tool life and then set on the shelf or in a machinist’s toolbox. Is premium tooling still worth it?
READ MORE: Learn the differences between cycle time and takt time.
Moving Beyond Cast Iron
Chad Hefflinger thinks it is. A senior applications engineer at Kennametal Inc., he specializes in polycrystalline diamond (PCD) and polycrystalline cubic boron nitride (PCBN) tooling, and he spends much of his time supporting original equipment manufacturers (OEMs) and Tier I automotive suppliers.
Hefflinger agrees that the lowest cost per part is often delivered with the most expensive cutting tools.
“Due to the longevity these tools offer and the demanding nature of automotive work, it’s very easy to justify the higher cost of PCD and PCBN,” he says.
But don’t forget carbide, Hefflinger adds. While PCD tooling is commonly used to mill and bore cast aluminum engine blocks, heads and transmission housings, and PCBN is a go-to for cast iron and hardened steel components, carbide remains a popular choice for some of the newer materials, including compacted graphite iron (CGI) and high-strength alloy steels, both of which are seeing increased use in the automotive space.
OSG’s Adam Glover notes that stainless steel and other alloys are on the rise, too, and that carbide still reigns supreme for anyone machining these metals.
“I work with four shops that make fuel rail components, which are usually 316 stainless, but I also see 304 stainless, 2205 duplex, 4140 and 8620 alloy steels—it’s pretty much across the board,” he says. “We are even seeing some composite use, as with the inside frame for the bumper on the new Corvette. Whatever automakers are machining, though, the requirements are basically the same—long tool life, high productivity and consistent quality.”
When Seconds Count
Each of the experts interviewed for this article say custom tools are quite common in automotive applications.
“We see a lot of call for the adjustable blade-style reamers used in superfinishing applications, combination step drills and porting tools, veined PCD cutters and a host of other custom solutions,” says Brent Marsh of Sandvik Coromant. “Seconds count in this environment, so automakers will do whatever it takes to deliver the shortest cycle time, which in turn leads to the lowest cost per part.”
Kennametal’s Hefflinger seconds that last point, adding one caveat: “It’s highly specialized, true, but there are also some commonalities,” he says. “Every engine has intake and exhaust manifolds, fuel injection ports, spark plug holes—those are all excellent applications for custom drills and reamers because the same tool designs can be used across many different part numbers.”
All this is good for automakers, but what does it mean for shops that aren’t making millions of parts per year? Maybe nothing, except for one thing: The engineers who work at Ford, Chevy, GM and all the rest know that job one in any manufacturing process is to develop the most stable process possible.
Surprises are a killer, they’ll tell you, and the best way to avoid the resulting production delays and quality problems is to buy the highest-quality tooling available, regardless of the part quantity or material machined.



Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *