Sandvik Coromant is the world’s leading supplier of tools, tooling solutions and know-how to the metalworking industry. With extensive investments in research and development they create unique innovations and set new productivity standards together with their customers. These include the world's major automotive, aerospace and energy industries.
Up to 30 times more speed in HRSA materials with ceramic end mills

With components made from nickel-based alloys becoming increasingly prevalent across the aerospace industry, the demand for optimized cutting tools continues to grow. For common operations such as shoulder and face milling, the machining of nickel-based materials remains challenging. Although offering excellent performances, these materials exhibit poor machinability due to their low thermal conductivity, potential for adhering to cutting tools and the presence of abrasive particles within the alloy structure. Due to these issues, productivity with carbide tools tends to be low. In addition, part complexity means that some components demand extended reach, while process flexibility is another factor high on the wish list at many aerospace manufacturers. Here, new ceramic end mill technology has emerged to help meet these requirements, offering the potential to optimize the machining of aero-engine parts and provide significant competitive gain.
There are many challenges facing those tasked with producing aerospace engine components. Most such parts are manufactured from HRSAs/nickel-based alloys, which place a particular set of demands on production engineers looking to manufacture components like spools, turbine disks, combustion casings and blisks.
Up to 30 times more speed
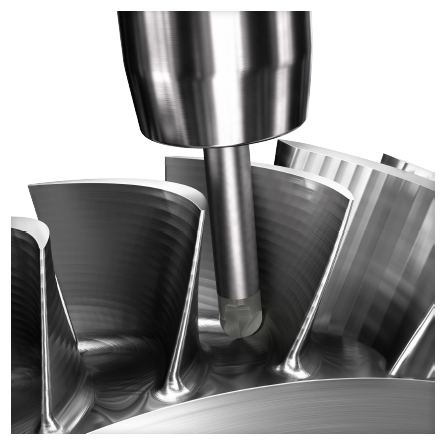
Although many manufacturers use conventional solid-carbide end mills, such tools have their limitations in terms of performance when it comes to nickel-based alloys. In a highly competitive global arena, aerospace machine shops are looking for next-level technologies capable of delivering a step-change in factors such as productivity and/or tool life. Ceramic end mills can provide that very leap, offering up to 20-30 times more machining speed in comparison with solid-carbide tools for operations such as shoulder and face milling. Such impressive gains can be achieved largely because ceramic cutters retain their hardness at the high temperatures which arise when machining nickel-based alloys.
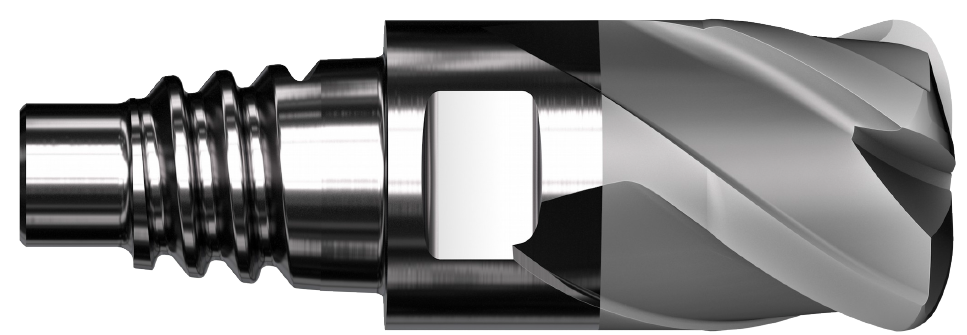
The latest offer from Sandvik Coromant in this area is the brazed ceramic CoroMill® 316 exchangeable-head end mill for roughing operations. In the first instance, the exchangeable head concept facilitates inherent process flexibility. Available is a six-flute version with a straight corner radius that delivers highly productive side milling operations, and a four-flute version designed to boost face milling thanks to its high-feed face geometry.





Talk to Us!
Hi
Solid Carbide end mills are excellent for general purpose milling including keyway cutting and slotting. CNC machine processing and it is excellent for processing excellent rigidity occasions. keep sharing
DIC TOOLS INDIA
https://dictoolsindia.com/hss-cutting-tools/square-end-mill.php
23Leave a reply
Your email address will not be published. Required fields are marked *