
Carrying more power to more people with lighter power lines. Keeping manufacturers on the cutting edge of competitiveness with abrasive solutions and surface modifying systems. Helping manufacturers make more with less through leaner processes. Automating health care data so the right people get the right information to take action. These are some of the ways we’re working to support stronger communities and sustainable development across the globe. We see the world's challenges clearly and unite the people that dare to solve them. We innovate with purpose and use science every day to create real impact in every life around the world.
ABSTRACT
3M Company’s new Scotch-Brite™ Precision Surface Conditioning Disc is the newest innovation in the surface conditioning category. This family of discs includes new technology, specifically the new product contains proprietary 3M Precision-Shaped Grain (PSG) as well as other innovative premium materials. The 3M Precision-Shaped Grain, as well as other enhanced raw materials used to make the Scotch-Brite™ Precision Surface Conditioning Discs, yield a high finishing rate and a longer life than leading competitive nonwoven discs.
Abrasive products made by 3M Company have been sold into both the industrial and home improvement markets since 1905. Today’s abrasive products are generally categorized in three types: coated, bonded and nonwoven. Coated abrasives are the most easily recognized as they are ubiquitously known as sandpaper and can be found in most home improvement stores. Bonded abrasives can be subcategorized into conventional bonded and precision bonded abrasives. Conventional bonded abrasives can range from inches (a few centimeters) in diameter, meant to be used on portable tools, to multiple feet (meters) in diameter. Nonwoven abrasives are a class of products where the abrasive grain is coated onto a mat of interlocking, nonwoven fibers. The fibers may be naturally occurring (e.g., hemp) or synthetic (e.g., nylon, polyester) which is more common for industrial abrasives.
3M invented and was the first to market,1 in 1958, with an innovative new form of abrasive products which was based on a nonwoven web of fibers. These nonwoven abrasive products expanded the range of applications for abrasive products and are marketed and sold under 3M’s well known Scotch-Brite™ brand. Nonwoven abrasives can take many shapes and forms. The simplest example is a hand pad which is abrasive coated on a lofty nonwoven fiber web. To expand the applications of nonwoven abrasives, the mineral-coated nonwoven webs can be cut into sheets, pressed and cured to make a dense construction used as wheels.
This layered product construction is known as unitized wheels, and they are used for deburring and finishing applications. The nonwoven webs can also be wrapped tightly as a bun and cured. This makes a dense wheel which is spun and run directionally. The bun can then be cut across the diameter into the desired thickness making convolute wheels. Convolute wheels are used for deburring, polishing, and finishing.
Another type of nonwoven product is known generically as surface conditioning products. In this construction the lofty nonwoven fiber web is needle-punched to a woven scrim or cloth.
The woven backing gives strength and integrity to the nonwoven web to hold up to the rotational speeds of handheld pneumatic and electric grinders. The needle-punched web is then coated with resins and abrasive mineral. These surface conditioning webs are then converted into either belts or discs. The discs can range in diameter from less than an inch to as wide as the web, in many cases more than 36 inches (1 m). The most popular size discs are less than 7 inches (180 mm) in diameter and fit on portable right-angle grinders. While discs grew in popularity, many new attachment types were made to connect the disc to the grinder quickly, safely and efficiently to make the operator experience seamless. Some of the most popular attachment methods are hook-and-loop, 3M™ Roloc™,2 attachment systems or TN nuts.
3M Abrasives Systems Division introduced the revolutionary 3M Precision-Shaped Grain3 (PSG) in a 982C coated fiber disc and a 984F belt in 2009. The revolutionary performance of PSG in coated abrasives was quickly adopted into 3M™ Cubitron™ II branded portable bonded cut-off wheels and grinding wheels. Nonwoven abrasives have been a more cautious adopter of PSG, though. When first commercialized, 3M Precision-Shaped Grain was only available in large, coarse grits i.e., 36+, 60+ and 80+.4 Generally, nonwoven abrasives are not made to remove large amounts of material but are designed for finishing work which does not entail drastically changing the profile of the workpiece. Gradually, smaller PSG was developed and the first adoption of PSG in nonwoven abrasives was in a unitized wheel construction: Scotch-Brite™ Deburr and Finish Pro.
The newly released Scotch-Brite™ Precision Surface Conditioning Disc family is the first time 3M Precision-Shaped Grain has been used in this nonwoven product type. The construction of the new product is patent pending5 and realizes the high performance expected from products containing PSG in a nonwoven disc form. The 3M Precision-Shaped Grain, as well as other enhanced raw materials used to make the Precision discs yield a high finishing rate and a longer life than leading competitive nonwoven discs. Scotch-Brite™ Precision Surface Conditioning Discs set a new standard in surface conditioning performance. These premium multi-purpose discs are designed to streamline surface conditioning processes including cleaning, blending, deburring and finishing. Typical substrates include aluminum and soft metals, carbon steel and stainless steel, with applications ranging from coating and corrosion removal to refining and post-cast processing.
MATERIALS AND METHODS
End-of-life disc testing was completed according to the following conditions. Three-inch diameter Roloc™ surface conditioning discs were tested using an internally constructed robotic testing machine (X-Y Table), which moves in both the X and Y directions. The test method exerts 7 lbs. (31.1 N) of force and using a servo motor while the rotational speed is held at a constant 10,000 RPM. 304L stainless steel, 1018 carbon steel, and 6061 aluminum workpieces were acquired from K-Sales Inc. Minneapolis, MN. The workpieces were 6”x14”x0.75”, 6”x14”x0.75”, and 6”x14”x1”, respectively. Discs were attached to a hard 3M Roloc™ back up pad, PN45091. Under the above force and RPM discs were systematically moved across the surface of the respective workpieces for one minute. The weight change of the workpiece was measured after each minute of testing. The disc mass was measured every 8 minutes and at the end of the disc life. The disc angle during the test is held constant at 5° relative to the plane of the workpiece.
Surface finish of the workpiece was determined using a Mahr Pocket Surf IV profilometer. Surface finish measurements of the workpiece were taken after minute 1 (initial surface finish) and after minute 8 (final surface finish). Surface finish is measured on 5 discrete points of the workpiece. The X-Y Table test method for surface finish used the settings outlined above except 5 lbs. (22.2 N) of force and a rotational speed of 9000 RPM was used.
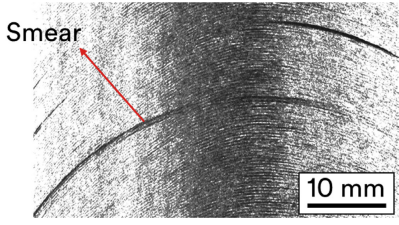
Smear testing was conducted on samples prepared using the X-Y Table. 304L stainless steel coupons, 6”x4”x0.075”, with a 2B finish were acquired from K-Sales Inc. Minneapolis, MN. Three-inch discs were moved in a linear direction across the workpiece at a traverse rate of 2.5 inches per second. The force applied was 7 lbs. and the rotational speed was held constant at 10,000 RPM. A 3M proprietary vision system has been used to capture images of the smear defects. The imaging system enables the smear analysis of the entire stainless steel coupon. Smear defects can be revealed due to the contrast or the smear relative to the background. As can be seen in Figure 2, the smear defects appear as dark curved lines formed in parallel to the groove lines.






Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *