The challenge in the production process of the modern machining industry is predictability. Companies, no matter the size, face the same problem. If you buy a machine and a set of tools at the same time, chances are that the performance between the two can differ up to 50-60%. One side of the line can produce one component per hour, while the other side produces one per two hours. Same model, same tool – different behavior. Why? No one knows for sure.
The key to increasing productivity is to be able to successfully plan the production process, even if the behavior of the machining process is unpredictable. By learning how to control the unwanted vibrations in the metal cutting operations, you can make the production process a little easier to predict. With the right solutions, you will be able to reduce production stops, save valuable time, and improve quality.
What is machining vibrations?
Machining vibrations, or tool chatter, is the movement that occurs between the workpiece and the tool cutter in machining operations. Vibrations are unpredictable. There are many different factors in the operation that affect the number of vibration frequency or modes, including speed and feed, which tool you use, and the material and shape of the workpiece. Not everyone is aware that they have vibration issues in their operations. Usually, it is viewed as a quality issue. Often, when the pieces don’t meet the quality standards due to surface flaws, the reason is vibration issues. Even though this has been a known problem for a long time, there’s no industry standard for how to avoid these damaging vibrations.
The problem with vibrations
Since there hasn’t been an easy way to get rid of the vibrations, quality flaws have been an expensive and time-consuming matter for the metalworking industry. The following things are the most common problems caused by vibrations.
Disturbing noise
The tool chatter can occur in any machine, some more than others. It generates a distinctive loud noise that can get very disturbing. Chatter can feed on itself and become quite violent, causing a screeching sound that is unbearable for long periods of time.
Bad surface quality (chatter marks)
Cutting operations disturbed by vibrations result in waves, or chatter marks, in the machined surface. The poor quality often requires an additional grinding operation to clean up the surface, a time-consuming activity that slows the whole operation down. Sometimes, the surface flaws aren’t discovered until the end of line, making it impossible to determine the source of the problem. In a worst case scenario, the parts that don’t meet the required quality standard become useless.
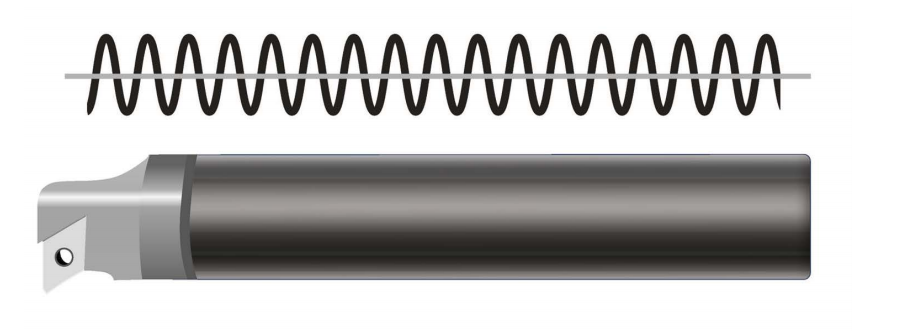
Standard tool
Tool breakage
When a machine is exposed to strong chatter, it negatively affects your tools. The vibrations wear your tools out much faster and interfere with the accuracy of the machining operation. If you can’t control the vibrations, there’s always a risk that the tools will break in a second. Strong vibrations also shorten the life-cycle of your machines.
Slows down the production process
A common way to deal with the damaging vibrations is to reduce cutting speeds and cutting depth. Especially with more complex applications, such as long tools and thin-walled parts, slowing down is a necessary precaution many machinists are instructed to take. That means you can’t reach the full capacity of the machines and tools you are using. These limitations slow down the production process, increasing the cost for machining by as much as 100%.
Click to enlarge
How to recognize a vibration issue
Everyone has heard the screeching noise of tool chatter. But sometimes the vibration issues are hard to detect. If your parts have poor surface quality, you most certainly have a vibration problem in the cutting. If your surface finish RA failed to meet the nominal surface finish, you definitely have a problem. Even if you are using proven methods to get rid of the vibrations, it’s almost impossible to eliminate every frequency causing the movements. What you need is a solution that can handle a wide range of vibrations without damaging the machined surface.
How bad are my vibration issues?
The waves that appear on the surface are a clue to how damaging the vibrations are to your machined parts.
What can be done
The lack of standard solutions has forced people to get creative about how to reduce vibrations in the past. Some operators use a combination of different solutions, with varying results.
Choose a tool that will minimize vibration
A popular way to try to get rid of the vibrations is to make the workpiece, the tool, and the machine as rigid as possible, for instance by using a carbide tool. But, the carbide tool isn’t a damper solution since it doesn’t have the mechanics to take care of the vibration. This solution forces you to slow down and use less force, it vibrates a bit less, but it doesn’t remove the vibration completely.
Use a mass damper with a mechanical system
A better way to deal with unwanted movements is to use vibration-damping technology. The old generation of tuned mass dampers needs to be tuned manually, which can be done in different ways. If you use a mass damper with a mechanical system, you measure and sense the vibrations and make adjustments accordingly. This solution can be pretty complex if you are new to it, and it requires an intricate set-up process.
Use a mass damper with pre-tuned setup
A commonly used solution is to get a mass damper that is pre-tuned for applications of 7XD, 10XD, 12XD and 14XD. Such mass dampers are normally pre-tuned to a frequency that is most prominent on a tool holder at the different L/D ratios, with or without viscous damping oil inside the mass damper. These dampers works well at its optimized point, and will malfunction if the prominent vibration frequency is not coincident with the pre-tuned frequency, or if the tool holder vibrates on multiple frequencies.
Use a mass damper with an electronic system
Many people look for electronic solutions since it’s getting cheaper to integrate with the mechanical structure. With this damper, you use the electronic system to make the tuning adjustments while measuring the vibrations online. The difficulty remains with the development of algorithm that can fastly and accurately identify the vibration frequency.
Use a self-tuning mass damper
The new generation of mass dampers automatically adjusts to a wide range of frequencies, which means the same damper can handle vibrations in several different applications. The self-tuning function is enabled by the frequency dependent stiffness of special polymers and they adjust its stiffness automatically and instantly as vibration occurs on multiple frequencies. It is a passive solution that relies on chemistry and physics together, and it delivers an active function. The self-tuning mass damper is a small “plug and play solution” that you attach to your standard toolset. Self-tuning mass dampers can be used with complex workpieces and long tools. The new technology takes care of the vibrations without hurting the surface of the machined pieces, which is why it’s a preferred solution when you need to increase productivity and speed in the cutting operation.
Download a PDF to continue reading this whitepaper and to learn more about how vibration-damping technology can be implemented in your metal cutting operations.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.