VIDEO: OSG Solutions for Electric Vehicles — Bi-Metal Drilling
In this video, OSG discusses bi-metal drilling, an application that requires you to drill one hole simultaneously on top of two different materials.
In this video, OSG discusses bi-metal drilling, an application that requires you to drill one hole simultaneously on top of two different materials.
In this video, OSG discusses bi-metal drilling, an application that requires you to drill one hole simultaneously on top of two different materials. A possible area where this type of application can be found is on the transaxle component of the vehicle. A transaxle is a single mechanical device which combines the functions of an automobile's transmission, axle, and differential into one integrated assembly.
As previously mentioned, bi-metal drilling applications can possibly stem from the transaxle and other similar areas of the vehicle, also referred to as e-axle or housing. Materials for this application can be a combination of steel, usually an alloy steel, and an aluminum.
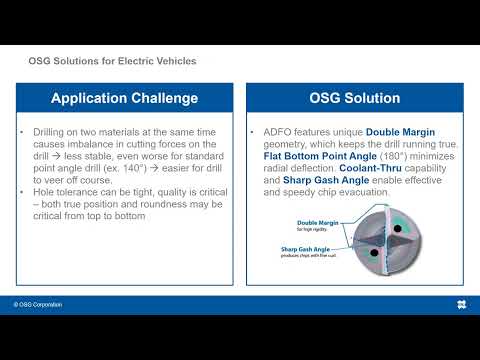
OSG offers solutions to common challenges of drilling on top of two different materials at the same time with its ADFO flat bottom drill. With four margins versus the standard two-margin drill design, the ADFO features unique double-margin geometry which helps to maintain the drill running true to center.
Watch the short video above to learn more.
Previously Featured on OSG's YouTube channel.
OSG solutions for electric vehicles. This video's topic is bi-metal drilling. Bi-metal drilling means two metals and hence, the term bi-metal drilling means the application requires you to drill one hole simultaneously on top of two different materials. This could be something like drilling at a seam where two different metals are joined.
A possible area where this type of application can be found is on the transaxle component of the vehicle. A transaxle is a single mechanical device which combines the functions of an automobile's transmission, axle, and differential into one integrated assembly. As previously mentioned, bi-metal drilling applications can possibly stem from the transaxle and other similar areas of the vehicle, also referred to as e-axle or housing. Materials for this application can be a combination of steel, usually an alloy steel, and an aluminum. Some of these applications may be for the insertion of a dowel pin. The hole diameters can range from 6 millimeters to 8 millimeters and be drilled with a depth of roughly 5xD to 8xD. They are typically blind holes. For this type of application look to the OSG ADFO flat bottom drill with standard size ranges increasing in increments of 0.1 millimeters. The standard offering makes it easy to begin immediate test trials. In some cases specials may be required for a longer flute length. Additionally, depending on the hole requirements, a pilot drill, also ADFO, may be a likely recommendation.
With this type of bi-metal drilling application, there are a few main challenges. Firstly, due to the nature of drilling on top of two different materials at the same time, the cutting forces acting on the drill will vary from side to side. It will be harder to cut on one side of the drill than the other and this will cause a likely imbalance and instability, forcing the drill off balance. Secondly, true position whole roundness and hole straightness may be critical in these applications. OSG's solutions to these issues is the ADFO flat bottom drill. With four margins versus the standard two-margin drill design, the ADFO features unique double-margin geometry which helps to maintain the drill running true to center. The 180 degree flat bottom point angle minimizes radial deflection, which is more prominent in drills with point angles less than 180 degrees. Lastly, coolant-through capability, along with the sharp gash angle, enable effective and speedy chip evacuation.
In this alloy steel and aluminum bi-metal drilling application, the ADFO standard drill in combination with a modified point ADFO drill was able to achieve less than three microns of hole straightness measured across three height locations – top, mid, and bottom of the hole. The hole roundness was also excellent, achieving less than 15 microns at the bottom of the hole where the potential for deflection is the most likely. These drills were both run at 55 meters per minute or 180 SFM and were separated into a pilot hole depth, 15 millimeters, and then a full hole depth, 25 millimeters. Pilot hole feed rate was slower to ensure a great cylindricity for the second drill feeding in at 0.05 millimeters per rev or .002 inch per rev. With a good pilot hole to secure the second drill, the second drill was able to make up cycle time and feed in at 0.08 millimeters per rev or .0031 inch per rev. The ADFO cutting geometry maintained very small well-formed chip shape and the thousand PSI of through-tool coolant made for very little concern for chip packing in this application.
Thank you for watching OSG's solution for electric vehicles.
OSG® is known worldwide for manufacturing premium round cutting tools for the metalworking industry. OSG remains focused on producing the highest quality and most consistent performing threading, drilling and milling tools. OSG provides a total solution of metalworking tools including spiral point taps, jobber length drill bits, square end mills, ball end mills and roughing end mills.






To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.