Technical Information: Cutter Pitch
Pitch, or density, refers to the number of inserts in a cutter.
Pitch, or density, refers to the number of inserts in a cutter.
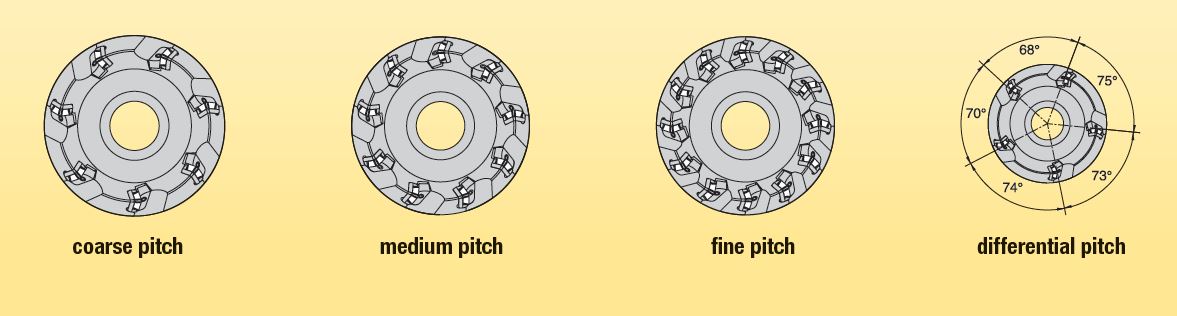
Pitch, or density, refers to the number of inserts in a cutter. Cutters can be classified as having either coarse, medium, or fine pitch. When designing a cutter, the engineer must take the depth of cut and feed per tooth into consideration. He then must provide the necessary chip clearance in the body so that the chip can pass without restricting its formation. For this reason, cutters designed for heavy metal removal have maximum chip clearance. This, therefore, restricts the number of inserts in the cutter, making it a coarse pitch cutter.
In medium pitch cutters, the chip clearance area in the body is usually slightly smaller than a coarse pitch cutter. And, in fine pitch cutters, the chip clearance is considerably less.
Coarse pitch is recommended for general purpose milling where adequate horsepower is available, and where maximum depth of cut is required.
Medium pitch is recommended when moderate feed per insert is required, and where it is more advantageous to have more than one insert in the cut. Medium pitch also reduces entry shock and cutting pressure while maintaining feed rates.
Fine pitch is ideal when milling a severely interrupted surface such as a manifold block. Fine pitch cutters are capable of higher inch/mm per minute feed rates than medium or coarse pitch cutters. They also experience higher cutting forces and greater horsepower consumption than medium or coarse pitch cutters do.
Differential pitch is a differential-pitch milling cutter with unequally spaced inserts. This configuration breaks up the harmonics that result from equally spaced inserts, greatly reducing the chance of vibration. Most cutters use this design regardless of the cutter pitch.
Lead Angles/Cutting Forces on Workpiece and Fixturing
Cutting forces produced during the milling process are constantly changing as the insert moves through the cut. Understanding the relationship of these forces will help ensure safe operation by preventing workpiece movement during the cut. For example, fixture design and clamp positioning are determined by the cutting forces produced in milling. Equally important is an understanding of the effect lead angle has on cutting force direction, actual chip thickness, and tool life.
Lead Angle/Chip Thickness
Chip thickness is affected by lead angle. The greater the lead angle, the thinner the chip will be since it’s distributed over a greater length of the cutting edge. To achieve greater productivity and problem-free milling, use a lead angle cutter whenever possible.
Conventional Milling
For many years, it was common practice to mill against the direction of the feed due to the use of high-speed steel cutters and an absence of backlash eliminating devices. The milling procedure became known as conventional, or up-milling.
In conventional milling, friction and rubbing occur as the insert enters into the cut, resulting in chip welding and heat dissipation into the insert and workpiece. Resultant forces in conventional milling are against the direction of the feed. Work-hardening is also likely to occur.
Climb Milling (Preferred)
Climb milling is normally recommended. The insert enters the workpiece material with some chip load and produces a chip that thins as it exits the cut. This reduces the heat by dissipating it into the chip. Work-hardening is minimized.
Climb milling forces tend to push the workpiece toward the fixture and in the direction of the feed. Climb milling is preferred over conventional milling in most situations.
Kennametal brings together materials science, technical expertise, innovation and superior customer service to help the world fly, drive, power and build. Our tools, materials and wear-resistant solutions enable customers to run longer, cut faster and machine with greater precision across various industries from aerospace and defense, general engineering and transportation, to earthworks and energy. We don’t just make products, we deliver solutions.





To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.