Small parts turning means tight tolerances, extreme spindle speeds and difficult-to-machine materials. Here’s what the experts have to say about maximizing productivity in this demanding environment.
Some people say the world is getting smaller. They could be right, but unless they work for a medical, aerospace or automotive manufacturer, they might not realize just how small it’s become.
These and other high-tech industries continue to squeeze more functionality into ever-smaller spaces, and that means the machined parts that go into medical implants, electronic devices and similarly complex gadgetry must also shrink in size.
Nor are the materials getting any easier to cut. There are the super-tough titaniums and nickel-based superalloys used to make aerospace parts, never mind the cobalt chromes, platinum and numerous proprietary metals common in medical manufacturing.
“The challenge with any machine tool is to maximize utilization, and this means reducing setup and tool change times. We now offer toolholders that not only eliminate the traditional hassle of coolant lines with through-the-tool coolant, but also have a quick-change, modular head that allows the operator to change inserts outside of the machine while maintaining the accuracy.”
Abhay Chaubal,Seco Tools
And while the tiny copper or brass connectors and pins needed for today’s increasingly sensor-equipped automobiles aren’t too hard on cutting tools, any part that requires a microscope to inspect comes with its own unique challenges.
Get a GRIP
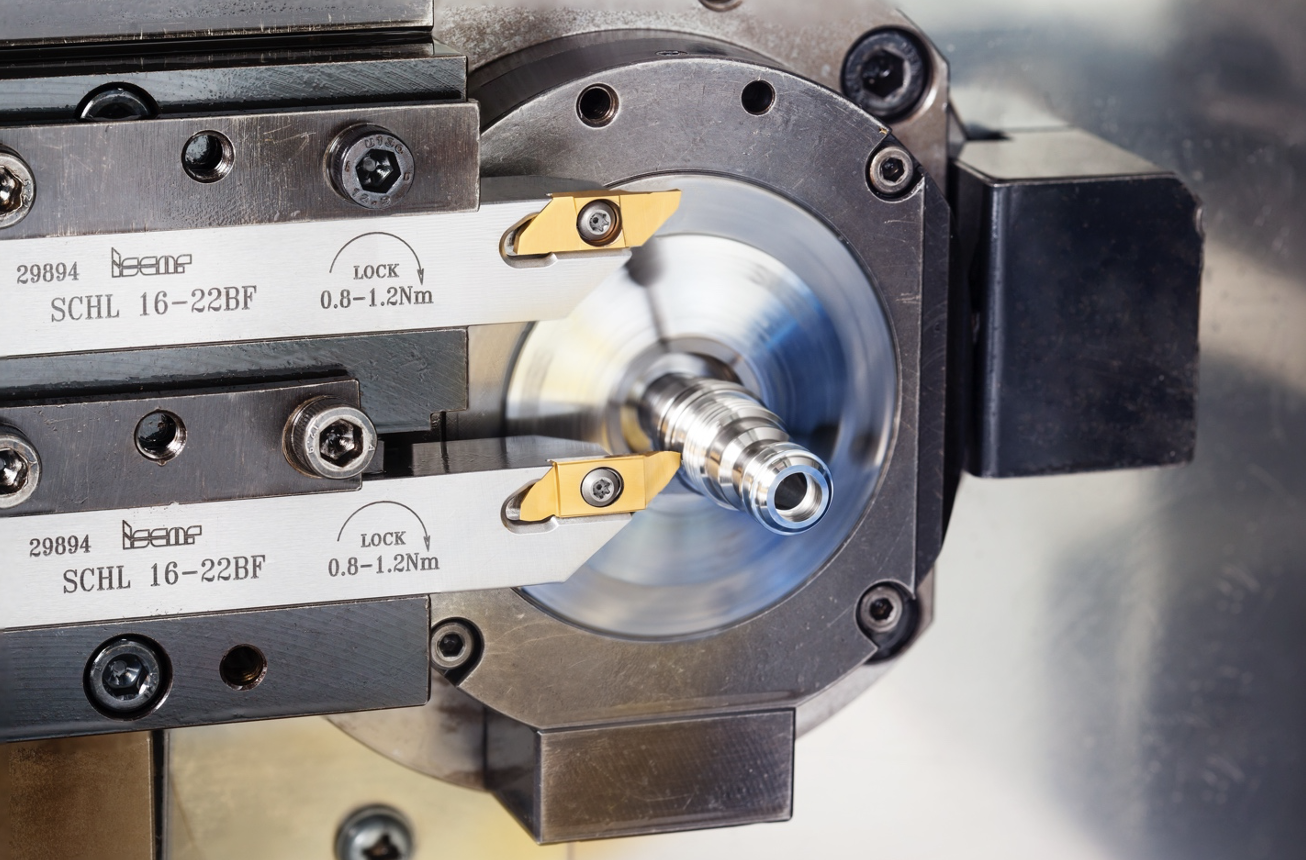
“In this arena, tools require a very sharp edge, they must be free cutting, and you’ve got to have good chip control.” That’s according to Clay East, national product manager for the GRIP line of tooling at Iscar Metals Inc.
He’s referring specifically to Swiss-style CNC turning, although the recommendations he and the other experts cited in this article apply equally well to coil-fed lathes, rotary transfer machines and multi-spindle screw machines.
Ironically, at least some of the obstacles here are due to the shortage of skilled workers. East and the others cited in this article suggest that machinists today are often tasked with operating multiple machines—up to 10 or even 15 at once, in some shops—which means that processes must be predictable and hassle-free. In the small parts world, much of that can be achieved with the sharp, chip-breaking cutting tools just described, but such tools must also be easy to use.
“One of the many things we address when designing tools for the Swiss industry is the clamping mechanism,” he says. “Rather than taking the screw all the way out to index the insert, we've made it so the operator can give it three to three-and-a-half turns. This makes it much faster to swap out an insert, and eliminates the problem that any Swiss operator is familiar with—dropping the screw into the chip pan and losing valuable machine time looking for it.”
Break It Up
Tired of dropping screws in the chip pan? Iscar’s Innoval line of Swiss-style turning tools lets operators swap inserts with just a few turns of the clamping screw. (Image courtesy of Iscar Metals)
East says that it’s difficult to produce inserts able to break chips at the relatively light feed rates and depths of cut found in Swiss-style turning, especially given the stringy materials such as titanium and 17-4 PH common on these machines. That challenge has become easier thanks to modern design tools used by Iscar and others, which is why shops should continually reevaluate their choice of cutting tools (see sidebar).
Kyocera Precision Tools technical center manager Brian Wilshire agrees on the need for high-quality Swiss-style cutting tools but notes that a chip control technology introduced several years ago by leading CNC machine tool builders has created a new problem: work hardening in nickel-based alloys and austenitic (300-series) stainless steels.
“Some of the newer Swiss-style lathes have a feature that oscillates the tool back and forth slightly at a very high frequency,” he says. “This does a great job of breaking the chips but tends to shorten tool life a bit. We’ve found that using a tougher grade with a wear-resistant coating is quite effective in these oscillating toolpaths.”
Wilshire also recommends that shops use the largest tool nose radius possible to maximize feed rate and achieve the best possible surface finish, but he notes that this can create problems in certain applications.
For example, a machinist using an insert with a 0.008" +/- 0.002" nose radius to turn a part with a 0.010" maximum internal corner radius can exceed that tolerance right out of the gate, he says. “We’ve begun offering inserts with a minus only tolerance on the corner radius to eliminate this possibility,” he adds.
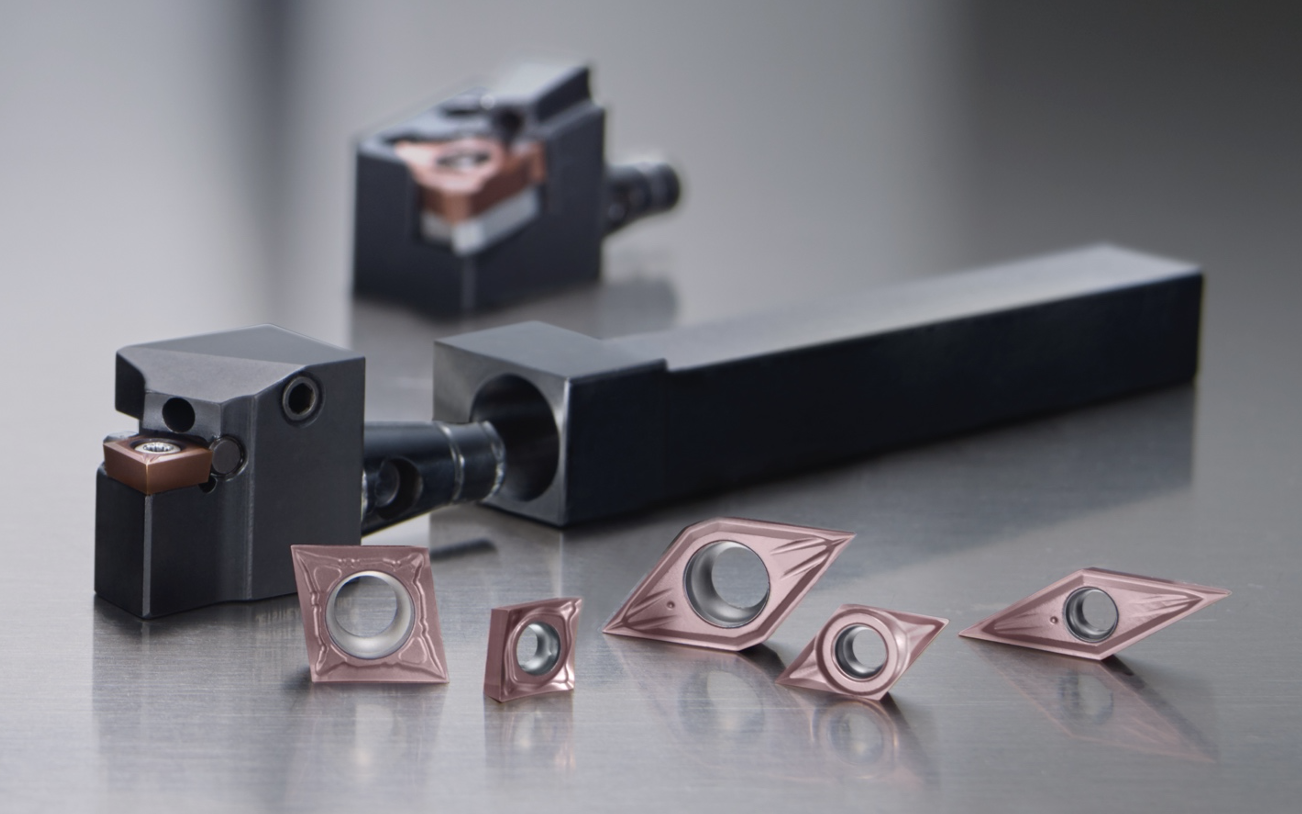
Seco’s quick-change tooling system has a modular head that allows the operator to change inserts outside of the machine. (Image courtesy of Seco Tools)
Kyocera and Iscar have addressed another relatively recent addition to Swiss-style lathes—through-the-tool coolant. Rather than the flexible lines and plastic hoses that take time to set up and are easily pulled out of position by a stringy chip, the companies have introduced toolholders with built-in coolant channels and orifices able to handle the high-pressure coolant (HPC) found on an increasing number of CNC machine tools.
So has Seco Tools, says Abhay Chaubal, product manager for North America.
“The challenge with any machine tool is to maximize utilization, and this means reducing setup and tool change times,” he says. “We now offer toolholders that not only eliminate the traditional hassle of coolant lines with through-the-tool coolant, but also have a quick-change, modular head that allows the operator to change inserts outside of the machine while maintaining the accuracy.”
Eric Gardner, North American application specialist at Seco Tools, points out that most of the Swiss-style CNC lathes sold today have milling capabilities, a must for many small parts due to the difficulties of fixturing them and the expense of secondary operations. This gives programmers and machinists the opportunity to apply high-speed milling techniques in the Swiss-style platform.
Get Specific
Kyocera Precision Tools’ JCTM coolant-through toolholders eliminate the hassle and risk of flexible coolant lines. (Image courtesy of Kyocera Precision Tools)
“I recommend that shops adopt high-speed and trochoidal milling strategies whenever possible, even on small parts,” Gardner says. “We worked with a medical customer recently on a slotting operation who reduced their cycle time significantly with dynamic milling, and increased tool life from 200 to more than 2,000 parts per tool.”
Like their competitors, Gardner and Chaubal suggest as well that machine shops—whatever the size of the workpiece—evaluate material-specific cutting tools. This recommendation is especially relevant for those cutting the difficult aerospace and medical-grade metals already mentioned, and for the long-running jobs common on Swiss-style machinery.
“The biggest obstacle here for many aerospace and medical manufacturers is the difficulty in modifying a validated process,” Chaubal says. “That’s why we like to work closely with customers early in process development, to make sure they’re using the best toolpaths, cutting tools and toolholders available.”
Old Ways? Probably Not the Best Ways
Somewhat surprisingly, the job of making highly effective cutting tools has gotten easier over the years. Rather than relying on tribal knowledge and countless test cuts to optimize new designs, cutting tool manufacturers now utilize finite element analysis (FEA) software to analyze the physics of metal removal at the microscopic level to determine which chip breakers, edge preparations and surface treatments will work best for any given material or application. The result? Cutting tools now perform at a higher level than ever before possible.
Still, many cutting tool sales and application people share stories of old-school machine shops that either grind their cutting tools in-house or use outdated technology, serene in the knowledge that their ways are best, and that modern tooling only drives up expenses. Nothing could be further from the truth. Consider the extent to which technology of all kinds has improved over the last decade or so; cutting tools have progressed in the same fashion, which is why machine shops of all kinds should evaluate new products routinely, especially those engaged in small parts machining and other challenging work.
It’s not necessarily easy. Aside from dealing with any “this is how we’ve always done it” mentalities, management must allocate time for research and testing, often relying on their most experienced people to do so. Tooling investments must be made, jobs reprogrammed, and due to the increased productivity that will surely result, adjustments in downstream processes are often needed to accommodate moving bottlenecks. Despite the hassle, though, the benefits will far outweigh any temporary disruptions. Maybe it’s time to embrace the cutting edge.
What tips or techniques can you share about small parts turning? Let us know in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.



![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)


