For Aaron Howcroft, Global Product Manager—Composites & PCD for Sandvik Coromant (Fair Lawn, NJ), “the primary benefit of diamond tooling is its ability to withstand abrasion, not so much its ability to transfer the heat.” He agreed that the dust produced by machined composites removes only a little heat and that diamond transfers heat well. But he says it’s a secondary factor in actual machining. His recommendation is to feed faster than might seem wise.
“Some customers try a very high RPM and maintain the same feed rate,” explained Howcroft, “but that makes the heat situation worse. They are generating more heat and not trying to get away from it any faster. We typically recommend moderate RPMs with higher feed rates. You can go a lot faster per tooth with carbon fiber than most other materials and as a result it helps move ahead of any heat buildup.”
Don Graham, a recently retired scientist from Seco Tools LLC (Troy, MI), echoed this and added, “We worry about the radial depth of cut [DOC] when machining composites with traditional milling cutters. The greater the radial DOC, the greater the temperature will be. So controlling the arc of contact between the round tool and the composite is critical. We prefer to minimize this as much as we can and increase RPMs and feed rates to compensate.”
Coolant or Not?
Of course applying coolant is the other obvious way to remove heat from the cut and in most cases there appears to be no risk to the composite that would prohibit this (honeycomb composites being a notable exception). As Howcroft put it, “In my experience, it usually depends on what the facility management allows. It’s rarely up to the process engineers and I talk to many who want to use coolant but can’t. The only recommendation of ours they are likely to follow is if we ask them to turn coolant off for a given application.”
Barrington McCullough, technical sales machining, Fives Cincinnati (Hebron, KY), said most of his company’s customers prefer to machine dry, or occasionally with a minimal mist. “Cutter life is definitely a concern, but in the tests we’ve done, cutting wet didn’t seem to gain much value.”
From his perspective, Adrien Roubenne of Fives Liné Machines (Granby, QC) said, “Dry machining is generally used by Tier 1 and 2 manufacturers for medium-sized parts and definitely for honeycomb. But OEMs machine their largest parts, like the central wing box or wing skins, 100% with coolant to improve tool life and reduce the risk of overheating. But [this] is expensive because you have to use a lot of coolant and remove swarf with an expensive coolant filtration system.”
Solid Versus Coated Diamond
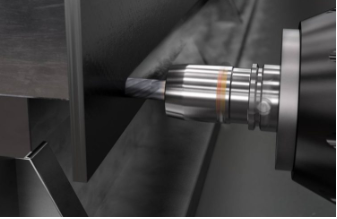
Everyone interviewed for this article agreed that composite tooling is generally small in diameter: drills between 4 and 10 mm in diameter and routers between 10 and 12 mm, and therefore solid round tools versus indexable tools. Minimizing vibration is critical, so tool balancing combined with shrink-fit holders are the most common solution. And tools should be as short as possible for the same reason. Everyone also agreed that you want an extremely sharp edge to cut CFRP, which leads us to the debate about whether a “solid PCD” tool (i.e. incorporating PCD wafers) is better than a less expensive diamond coated tool (generally coated via chemical vapor deposition, or CVD).
According to Graham, “Solid PCD allows you to create a cutting edge with a radius under 10 µm, depending on how you measure it and what you call the ‘edge.’ With a diamond coating, the best you can do is roughly 20 µm. As a result, you run the risk of delamination and tearing fibers. So diamond-coated tools are typically restricted to smaller batch production, prototypes, and other applications where the cost of the tool becomes more important.”
On the other hand, Graham and others said diamond coatings are becoming very good and some manufacturers improve edge sharpness with post processing. So if there’s any concern about an inexperienced operator chipping a tool, you’re better off avoiding solid PCD. As Macklin put it, “Solid PCD tools work really well in certain applications. But it’s also much more sensitive in that if you get any pit, nick, or damage to the edge of the PCD it quickly becomes unusable.”
If you have a skilled staff, high part volumes, and need to maximize throughput, solid PCD tools may be worth the extra cost. Also, many more options exist than a few years ago. In addition to straight helix tools with brazed carbide inserts, companies like Sandvik Coromant and CITCO Tools, a division of Fives Landis Corp. (Concord Township, OH), now offer veined PCD tools, in which PCD wafers go through the heart of a carbide blank, like a vein of coal in sedimentary rock. This enables the use of helical flutes. And thanks to advances in laser ablation and electrical discharge grinding technology, Sandvik Coromant’s Howcroft said, “We can do variable helix, unequal indexing, chipbreakers, special configurations on notches, surface texturing…”
In other words, you can now get the latest in milling geometries in solid PCD, which just might be the solution to your toughest problems. And although solid PCD tools still cost significantly more than CVD diamond-coated tools, Charlie Novak, product manager for CITCO Tools, said prices for all forms of PCD tooling have come down. Plus, solid PCD tools can be reconditioned, a process that’s difficult to do effectively with CVD tools.
Whether solid PCD or diamond coated, compression routers have long been favored for trimming CFRP because they compress the laminate while cutting it, helping prevent delamination. It’s the combination of right- and left-hand helixes that create that compressive force, but these routers have generally been limited to thicker laminates due to a gap between these cutting edges where they would otherwise meet. Sandvik Coromant’s new 2P460 compression router features overlapping right- and left-hand flutes, making it suitable for both thicker and thinner materials. “In other words, said Howcroft, “you get a compressive cut on any thickness. And the tool works especially well on thinner material because it also eliminates harmonics by reducing vibration.”
What about Waterjet?
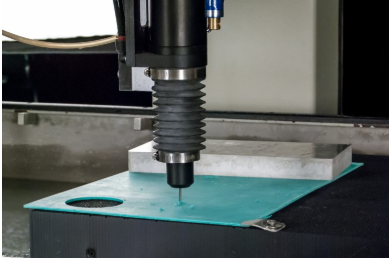
For many applications, especially trimming, the best solution may well be to forget rotating cutting tools and instead cut with abrasive waterjet.
As Stephen Bruner, Vice President of Marketing for Omax Corp. (Kent, WA) explained, “The benefit that waterjet offers is it’s a cold cutting process. Waterjet imparts no chemical changes to the part and creates no heat-affected zone that in any way alters the material properties. This applies to material types that range from glass-filled or carbon-filled composites to metals.”
Simon Kenworthy, Business Development Manager for Shape Technologies Group (Kent, WA), which includes waterjet companies such as Flow Corp. and KMT, expanded on this thought. “While routing has improved over the years, waterjet remains superior for edge quality. There is no fiber pull out or exposure of fibers. And when you test an edge under fatigue, a machined edge is likely to fail faster than an edge cut with waterjet.”



Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *