The Less-Traveled Path to Better Optimized Milling
Optimized roughing can extend tool life, help generate better workpiece surface finishes, and save time by minimizing secondary processing steps. Despite these advantages, many shops still forgo this productive strategy.
Optimized roughing can extend tool life, help generate better workpiece surface finishes, and save time by minimizing secondary processing steps. Despite these advantages, many shops still forgo this productive strategy, either because they don’t know how to implement it or don’t understand how it works. Instead, these shops tend to treat their fast machine tools like race cars and run them as fast as possible, while others stick with outdated speed and feed parameters that fail to produce optimal results.
Just because a machine’s spindle can run at 30,000 RPM doesn’t mean it always should, but many shops run high RPMs and feed rates regardless of workpiece design. When they do, their CNC control slows the machine’s feed rate on difficult part features while RPMs remain unchanged. The combination of high spindle RPMs and slow feed rates makes it virtually impossible to maintain the optimal chip loads necessary for the strategy’s success.
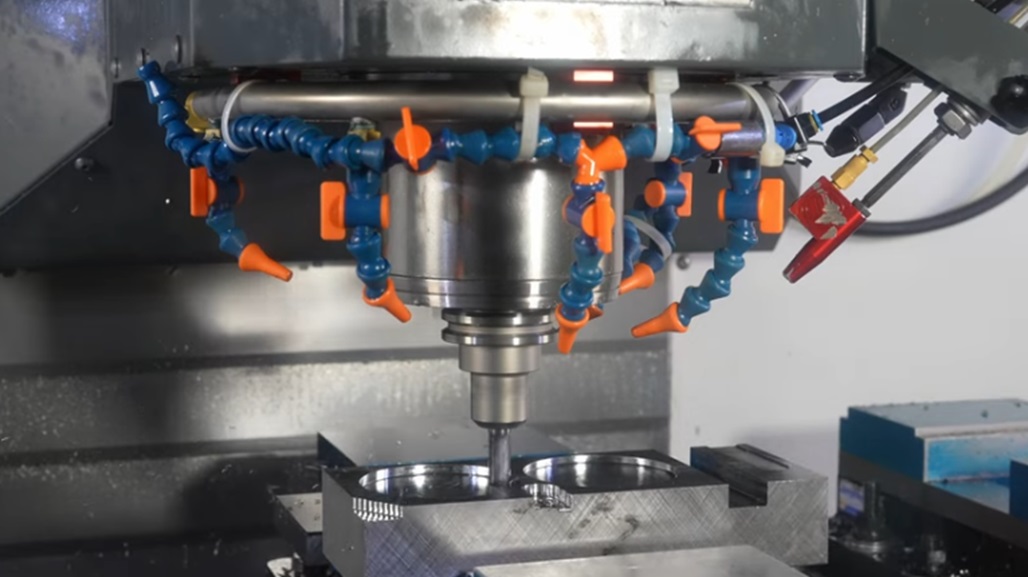
An optimized roughing operation using a multi-flute tool from Seco Tools.
Clinging to Conventional Strategies
Unsure of why and how to change their methods, other shops cling to conventional machining strategies that engage the cutter’s full diameter but not the full length of its flutes, creating a large arc of contact between tool diameter and workpiece. As angle of engagement increases, so do friction and heat, which compromise tool life and surface finish.
Speedsters and traditionalists scratch their heads over their short-lived tools and frequently scrapped parts. There is an answer. Optimized roughing solves these problems because it maintains a consistent angle of engagement, along with sustainable speeds and feeds, to extend tool life and make better parts. This approach reduces width of cut/stepover but increases depth of cut for higher metal removal rates with less heat.
Along with angle of engagement, speeds and feeds must reflect individual workpiece design requirements to produce consistent chip loads. Say a part is programmed to run at 30,000 RPM at a 200 IPM feed rate, but because of the complex details on the part, the machine can maintain only 100 IPM. As a result, the tool rubs instead of cuts and cannot maintain a constant chip load. CAM software slows feed rates and reduces stepovers to deal with challenging part features, but unlike a turning center, a milling machine is unable to slow its RPM along with its feed rates. The physics of such rapid deceleration would damage the mechanical components inside the machine’s spindle.
Instead of running at 30,000 RPM and 200 IPM, it is best to optimize the program to run at 15,000 RPM and a feed rate of 100 IPM, matching speeds and feeds more closely to what the part will allow the machine to maintain. When the feed rate should be cut in half but the RPM remains the same, tools develop twice as much wear in half the time. In fact, simply reducing RPM to a speed that matches sustainable feeds and produces constant chip load can extend tool life by more than 50% in some cases.
Managing Heat and Pressure
Excessive heat kills cutting tools, but tools need heat and pressure to make a chip because the act of cutting metal requires enough heat and pressure to separate the chip from the base material. Otherwise, the machining process cannot maintain a constant chip load and simply pushes metal around, rubbing the workpiece and wearing out the tool.
Rubbing produces a visibly inferior surface finish with a roughness that’s difficult to finish-cut. With a proper chip load, tools produce a consistent finish with 50% more surface integrity, reducing the additional work required for final results. Optimized roughing achieves these results without increasing cycle times—and without the need to correct the deficiencies of unoptimized results.
These optimization principles apply to all types of tooling and machining, including larger-diameter tools and high-feed machining, but the impact of optimized roughing intensifies as tools get smaller. With a 0.5mm tool—essentially the combined diameter of five human hairs—poor chip load and high runout can make it snap like a dry twig.
Optimized roughing offers enormous benefits to shops that understand sustainable feeds and speeds, but the principle doesn’t suit every milling task. Part designs with straight prismatic walls that can engage all the flutes on a tool make ideal candidates for optimized roughing. Without those features, in parts such as complex 3D mold cavities, a high-feed roughing approach avoids stair-stepped results that require considerable semi-finish work.
Eliminating the Guesswork
Tool manufacturers that test their products can quantify the settings that work best for their tools in the real world, taking the guesswork out of machining. To offer machine shops the best possible starting points, especially with challenging workpiece materials, Seco Tools provides its customers with accurate baseline values for speeds and feeds, based on smart, safe angles of engagement, stepover values and chip loads.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.