How to Optimize Aluminum Machining in the Automotive Industry
With the automotive sector increasing its use of engine, powertrain, water pump and brake system parts manufactured from aluminum, the challenge for OEMs and their supply chain partners is to deliver more productive milling operations.
With the automotive sector increasing its use of engine, powertrain, water pump and brake system parts manufactured from aluminum, the challenge for OEMs and their supply chain partners is to deliver more productive milling operations. Tooling selection is the key to genuine market differentiation in this segment, where the correct application of optimized milling cutters across the entire range of engine component machining operations can pay significant dividends.
There continues to be a year-on-year rise in the number of aluminum engines being produced, both for conventional and hybrid passenger cars. In fact, close to 100 million are now being manufactured every year. These engines house parts that are often complex in shape and, after casting, demand a sequence of varied but essential milling operations.
Sandvik Coromant now has a complete offering for machining aluminum in the automotive industry, from first-stage cubing, through roughing, semi-finishing and finishing. Each engineered milling tool, five in total, is designed to deliver optimized quality and cost per part. To help achieve the latter, certain tools in the range fulfill a combination of tasks, such as performing both roughing and finishing in a single operation to reduce cycle times.
M5C90
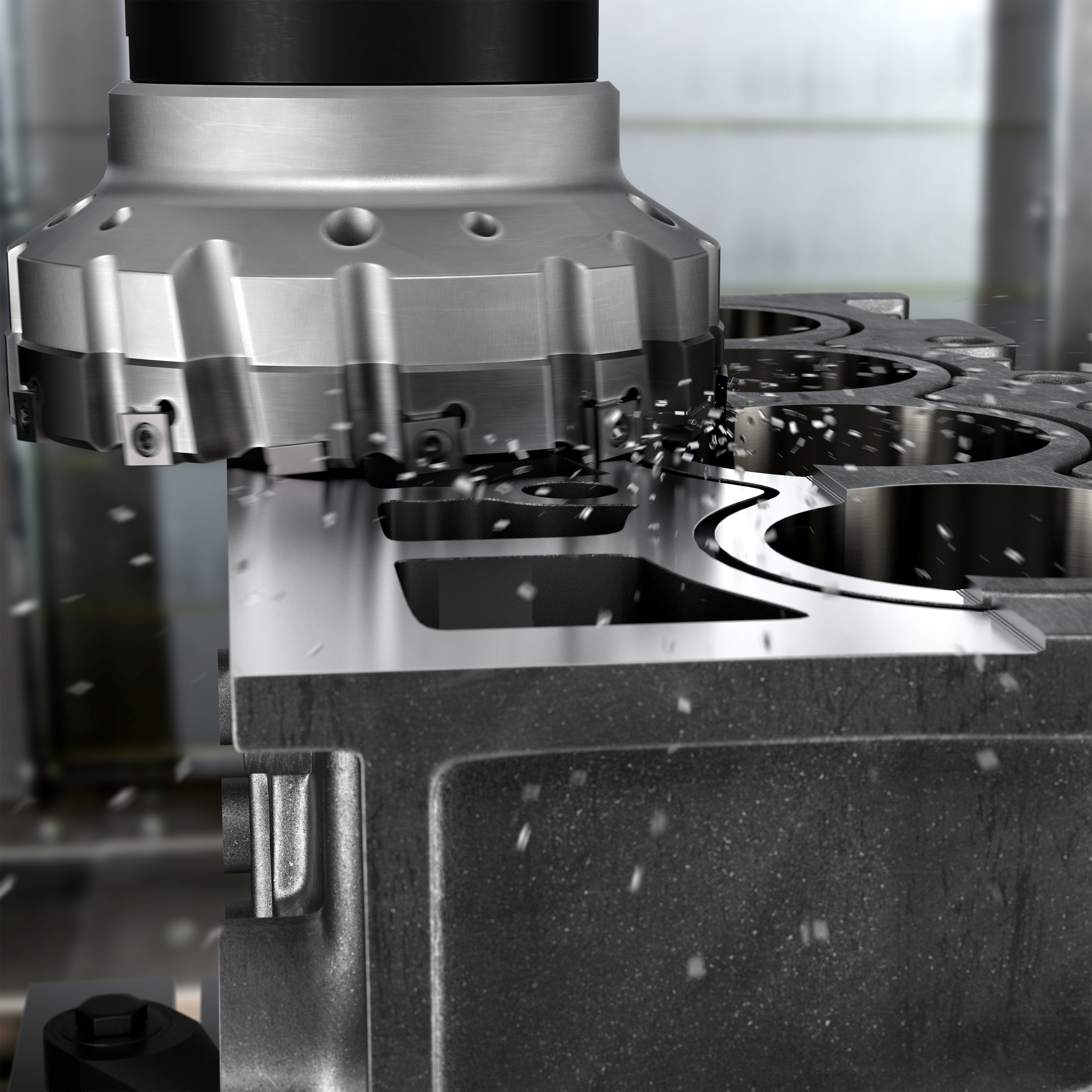
A case in point is the M5C90, an innovative cutter that combines roughing and semi-finishing into one tool. The M5C90 is a high-speed face-milling tool that is custom-made to eliminate lengthy set-up times at the customer facility. M5C90 works with a reduced number of teeth compared to conventional cutters, chiefly as a result of unique radial and axial insert positioning on its finishing row/inner diameter (no insert adjustment is required). This positioning ensures burr-free milling and optimum surface finish on cylinder heads, cylinder blocks, brake system parts and all aluminum components where wide cutter engagement can be achieved (not applicable on thin wall parts).
To provide an example of the potential gains on offer by using the M5C90, consider an ongoing customer case trial involving a brake system body valve made from AlSi12Cu1. Featuring an outer diameter array of 10 carbide inserts and an inner diameter of four inserts (plus one wiper insert), the tool is being deployed at a spindle speed of 8000 RPM, a cutting speed of 4021 m/min. (13,192 ft./min.) and a feed of 0.25 mm/tooth (0.009 in./tooth). In addition, axial depth of cut is 2 mm (0.078 in.) with a radial depth of cut of 140 mm (5.51 in.), producing a metal removal rate of 5600 cm3/min. (342 in.3/min.). Although total tool life is yet to be determined, the same tool is still within the machine after 18 months of service.
For those requiring a cutter that can also finish thin-walled aluminum parts such as gearbox housings and casings, Sandvik Coromant has another cutter that is equally effective, the M5F90. The M5F90 is another one-shot roughing and finishing tool. Dedicated to the machining of thin wall aluminum parts and spot-facing operations, the cutter body (25-80 mm, 0.98-3.15 inch in diameter) houses brazed PCD tips. Each tip contains both a roughing edge and a finishing edge. The roughing area works as a conventional milling tool, with all cutting edges on the same diameter and height, while the finishing area consists of radial and axial stepped cutting edges. This concept enables a close pitch to deliver burr-free machining and outstanding surface finish. In the short video below, Sandvik showcases the M5 Series Milling Cutters for automotive aluminum machining.
Impressive time savings are possible, as seen in a customer case trial that involved the face milling of an aluminum (high Si content) cylinder head. Here, the use of M5F90 against a special PCD cutter manufactured by a competitor, not only saw a 150% cycle time saving, but eliminated burr generation. Cutting data included: 15,915 RPM spindle speed; 2000 m/min. (6562 ft./min.) cutting speed; a feed rate of 0.16 mm/tooth (0.006 in./tooth); and 1.5 mm (0.06 in.) depth of cut.
In a further M5F90 example, cycle time reductions of 44% were achieved on an aluminum chain case in comparison with using a competitor’s 63 mm (2.48 in.) diameter indexable cutter featuring six PCD inserts. What’s more, the solution eliminated a previously required brush deburring operation.
Another new engineered tool is the M610, which has been developed to mill the deck face/top of engine cylinder blocks with bi-metal interfaces, typically aluminum and gray cast iron (CGI).
A range of thermal and mechanical properties makes for challenging machining when it comes to bi-metal materials. Existing milling cutters for this application are complex and require adjusting, resulting in compromised throughput rates. In addition, such tools often cause chipping on the GCI portions of the component.
In contrast, M610 requires no set up and no adjustment, and results in the potential to deploy high feed rates without chipping, burring or scratching of parts. This capability is important as surface imperfections have the potential to produce leakage between the cylinder block and head, which in turn compromises power and performance. Some global automotive OEMs are already benefitting from the adoption of M610.
To reference one particular customer, enormous competitive gain has been achieved when finishing the combustion face on bi-metal engine blocks. Pitched against a competitor’s adjustable cutter with cartridges, the M610 achieved a tool life improvement of 833%, completing more than 4000 parts, in comparison with the competitor cutter’s 480. Moreover, the M610 performed at 10 times the speed. Cutting data for the 15-insert M610 included: 3000 m/min. (9843 ft./min.) cutting speed; a feed speed of 5720 mm/min. (225 in./min.); a spindle speed of 3820 RPM; a feed rate of 0.15 mm/tooth (0.006 in./tooth); and a depth of cut on aluminum of 0.5 mm (0.02 in.) and on cast iron of 0.05 mm (0.002 in.).
Other tools in the family include the M5Q90 tangential roughing cutter, which performs first-staging cubing (first machining of faces after casting) in a single operation without burring. The tool is fitted with PCD tangential inserts that provide a smooth and stable cutting action to reduce power consumption and eliminate vibration.
Aluminum cylinder heads and blocks are among the components to benefit from the M5Q90. By way of example, the cubing operation on a cast-cylinder head would typically involve machining the camshaft face, inlet/outlet face and combustion face. In a customer case study, the rough face milling of cylinder heads cast from AS-9 aluminum alloy on a horizontal machining center produced highly impressive tool life results. At 3000 m/min. (9843 in./min.) cutting speed, feed per tooth of 0.2 mm (0.008 in.) and 2.0 mm (0.079 in.) axial depth of cut (fully engaged to 40 mm (1.57 in.), more than 10,000 components were completed.
M5R90
A further tool is the M5R90 for second stage roughing/semi-finishing. This standard cutter works with adjustable cartridges and supports a depth of cut of up to 8 mm (0.315 in.) with a 0.4 or 0.8 mm (0.016 or 0.031 in.) radius depending on the cartridge used. Easy-to-adjust cartridges are of benefit in many automotive applications, as could be seen in a recent customer trial involving the face milling of an engine cover. Cast from MRHB Si12 aluminum alloy, the M5R90 performed extremely favorably against the incumbent competitor cutter. Based on identical cutting data, the M5R90 extended tool life from 8000 to 10,000 workpieces. Moreover, the competitor cutter needed to be adjusted after every 1000 parts due to cartridge movement that compromised surface finish. In contrast, the M5R90 produced 8000 parts before any adjustment to the cartridge was required.
Also included in the family is the M5B90 super-finishing face mill with its unique axial and radial positioning of inserts. This configuration, together with the wiper insert, ensures burr-free cutting with excellent surface quality, as a manufacturer of cylinder heads for passenger cars recently discovered. The company was experiencing process instability and issues with burrs, while another problem was unpredictable insert life, which depended on cartridge adjustments that differed from set-up to set-up. Switching to the M5B90 cutter provided a smooth finishing operation with predictable wear and no burr. The tool produces only very thin chips, which are easily removed during the cutting process to avoid any damage to the component face. In addition, changing to M5B90 extended tool life from 30,000 to 45,000 parts on average.
CoroDrill® and CoroTap® family drilling and tapping tools can also be offered to customers as part of the same family of solutions for machining aluminum automotive components, as can the standard CoroMill® Century 590 face mill finishing cutter.
In all cases, the potential to reduce cycle times and cost per part, while at the same time improving tool life and quality, is very real, as can be seen by the customer case examples described. In the automotive industry, where high-volume production is prevalent, even a small saving in cycle time can equate to significant financial returns. With this thought in mind, any technology that can demonstrate the ability to deliver larger gains is difficult to ignore.
Part of global industrial engineering group Sandvik, Sandvik Coromant is at the forefront of manufacturing tools, machining solutions and knowledge that drive industry standards and innovations demanded by the metalworking industry now and into the next industrial era. Educational support, extensive R&D investment and strong customer partnerships ensure the development of machining technologies that change, lead and drive the future of manufacturing.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.