Sandvik Coromant is the world’s leading supplier of tools, tooling solutions and know-how to the metalworking industry. With extensive investments in research and development they create unique innovations and set new productivity standards together with their customers. These include the world's major automotive, aerospace and energy industries.
Successful chip control
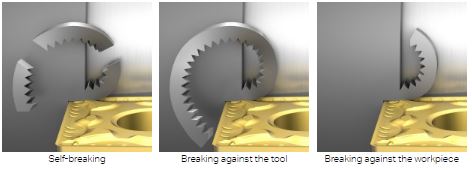
Chip control is one of the key factors in turning and there are three principle chip breaking alternatives:
- Self-breaking (for example gray cast iron)
- Breaking against the tool
- Breaking against the workpiece





Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *