High-feed milling has many advantages, including helping you improve your metal removal rate and prolonging tool life. Here’s more about cutting strategies that can improve the output of your machining centers.
As machining becomes more sophisticated and industry players look for solutions to help them get an edge in a competitive market, high-feed milling is emerging as a popular machining method.
High-feed milling allows for machining at faster speeds than conventional methods. With a shallower depth of cut and a higher-than-usual feed rate, you get improved metal removal and, ultimately, longer tool life.
High metal removal rates make high-feed milling a very productive and cost-effective method to quickly rough machine a variety of workpieces.
Just like other cutters in the MFH family, the new Max produces excellent performance in a wide range of applications, including automotive parts, difficult-to-cut materials, and molds, providing multiple solutions for various machining environments.
Other high-feed milling advantages include:
The production of chips that are thinner than those made by traditional 90-degree and 45-degree cutters. This results in higher metal removal rates and decreased cycle times.
By using high-feed (10-25 degree) cutters, force is directed up toward the spindle, reducing chatter and improving tool life and the finished surface of the machined part. (KYOCERA’s MFH family of high-feed cutters also have a convex cutting edge design that helps reduce the impact as the cutter enters the workpiece, further reducing cutting force and vibration.)
A 10-degree-angle cutting edge, which means:
Chip thickness remains constant throughout range of depth of cut.
No matter the depth of cut, a thinner chip thickness and lower cutting force will be realized
A reduction in machining temperatures means a better option for heat-resistant alloy materials.
High-feed mill cutters are multifunctional with a wide application range for multiple metalworking processes, including:
A Larger Depth of Cut
A wide variety of indexable high-feed cutter designs are available in the marketplace. KYOCERA alone offers five different options, including the new MFH-Max, which offers larger depth-of-cut capabilities than conventional high-feed cutters. The MFH-Max allows for a 0.098” depth of cut, whereas conventional high-feed mills allow for a shallower 0.039” depth of cut. This feature allows for increased productivity and longer tool life.
Just like other cutters in the MFH family, the new Max produces excellent performance in a wide range of applications, including automotive parts, difficult-to-cut materials, and molds, providing multiple solutions for various machining environments.
However, the Max’s larger depth-of-cut capabilities mean the feed rate must be lower than conventional high-feed milling cutters. Does this equate to a lower metal removal rate? To find out, KYOCERA ran the MFH-Max against the MFH-Raptor and MFH-Mini in a typical machining scenario to see which would be more productive.
For the test, KYOCERA selected a typical machining scenario—decking a 4140 workpiece, 28-32 Rc, and 5” x 6” with 0.090” total to be removed—and evaluated three different high-feed cutters to see which was most productive.
The High-Feed Cutters
We used the following cutters for the test:
No. 1: 2” MFH-Raptor MFH2000R-14-4T (4 flute, SOMT14 inserts)
DCX (max diameter to outer insert edge): 2”
DC (cutting diameter): 1.094”
APMX (maximum depth of cut): 0.079”
No. 2: 2” MFH-Mini MFH2000R-03-9T (9 flute, LOGU03 inserts)
DCX: 2”
DC: 1.685”
APMX: 0.039”
No. 3: 50 mm MFH-Max MFH050R-04-7T-M (2” not available at time of study, 7 flute, LOMU04 inserts)
DCX: 1.969”
DC: 1.535”
APMX: 0.098”
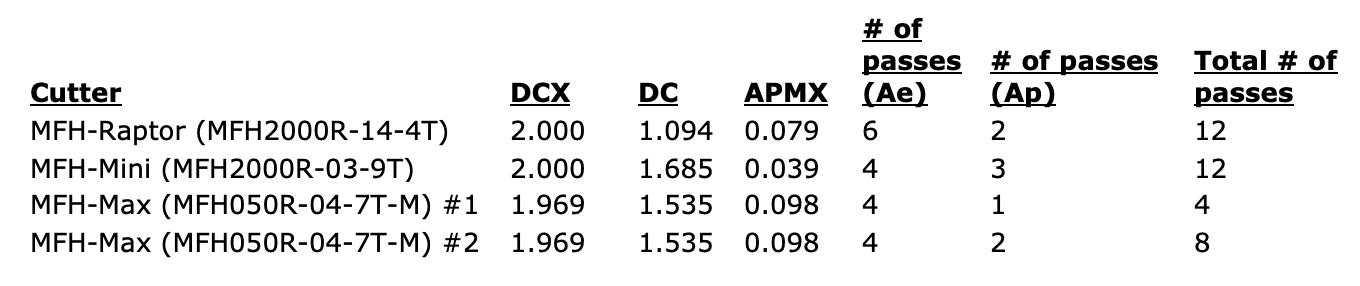
High-feed cutters are no different than any other cutter: That is, with anything but a 90-degree lead angle you need to pay attention to the DC dimension, which governs the flat portion machined, and the APMX value (the maximum depth of cut). Knowing these dimensions, we can calculate how many passes are needed with each cutter to face our part to a 0.090” depth.
Taking the MFH-Raptor (MFH2000R-14-4T) as the example, you can see from the table above that it will take six passes to face the part since the DC dimension is just over 1”.
Additionally, since APMX for the cutter is less than 0.090” it will require two passes in the Z-direction to get to the full depth.
We will need a total of 12 passes to machine to the desired dimension (6 x 2 = 12). The MFH-Mini has a greater DC dimension but a smaller APMX and the result is also a total of 12 passes. We considered two options with the MFH-Max. It is capable of taking the full 0.090” depth of cut resulting in four passes total, but at a reduced feed rate. We also evaluated taking two 0.045” passes (a total of eight passes) at a higher feed.
For the purposes of this evaluation we used the same carbide grade (PR1535) in each cutter and ran each at the recommended starting points for speed and feed.
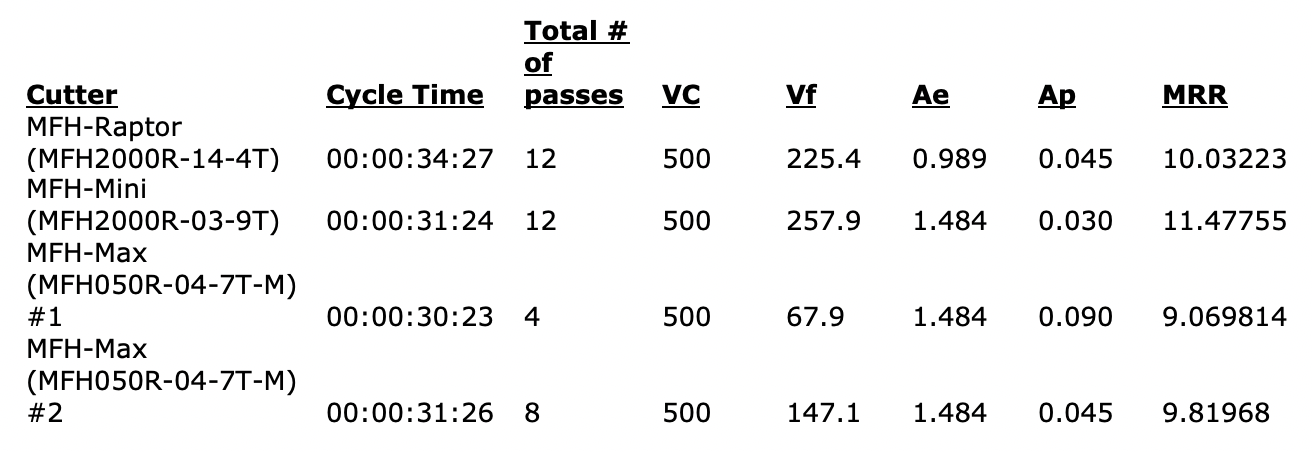
The two most common measurements of productivity are the table feed (Vf) and metal removal rate (MRR) highlighted in the chart above.
Both show the speed of the cut, but they don’t tell the whole story. The metal removal rate is usually a more accurate representation of productivity, as is a measurement of how much material is removed per minute of cutting time. It is a function of table feed, depth (Ap) and width (Ae) of cut. In our particular case it just so happened that the ranking of Vf and MRR is the same for each cutter. However, you can see that while the Vf of the MFH-Max (67.9 cubic inches per minute) is approximately a quarter that of the MFH-Mini (257.9), the metal removal rate is 79 percent (9.07 compared to 11.48). Using either measurement we would expect to see the MFH-Mini come out on top followed by the MFH-Raptor and the MFH-Max at the bottom. What these don’t take into consideration is the non-cutting time (rapid moves to reposition for additional passes). As the number of passes increase, the number of positioning moves necessary also increases.
To watch each of the cutting strategies, click on the video links below.
Breaking Down the Results
How did each of the tests compare?
In the table below you can see that the fewest number of passes more than offset the difference in table feed (Vf) or MRR, allowing the MFH-Max (MFH050R-04-7T-M) cutter to take the full 0.090” depth to achieve the shortest cycle time (30.23 seconds).
The MFH-Mini (MFH2000R-03-9T) and MFH-Max (MFH050R-04-7T-M) (0.045” Ap) took 12 and eight total passes, respectively, and resulted in almost identical cycle times (31.24 and 31.26).
The MFH-Raptor (MFH2000R-14-4T) (second-highest Vf and MRR) clocked the longest cycle time due to the high number of passes.
Comparing the cutters with 12 total passes, we can see that the option with the higher table feed and MRR came out on top. While this is a specific case, it shows that not only table feed (Vf) and MRR should be considered, but we also need to look at the total number of required passes and non-cutting time when evaluating overall cycle times.
Clearly, changes to the overall dimensions of our workpiece or the total stock removal would impact the results seen in our tests.
It goes without saying that you should consider your unique situation to determine the optimal high-feed cutter to match your particular workpiece.
Are you using high-feed milling in your shop? What advantages have you found? Share your thoughts and insights in the comments below.