Critical Cooling for Gear Grinding Success
Selecting the correct coolant can provide numerous benefits.
Selecting the correct coolant can provide numerous benefits.
Selecting the correct coolant can provide numerous benefits. The purpose of using a grinding fluid is to provide lubrication and cooling that are critical to the economical production of precisely ground parts free of metallurgical defects. Additionally, it lowers abrasive cost by reducing wheel wear, aiding chip evacuation and protecting the machine from corrosion.
Inconel 718 (IN718) is the most frequently used nickel-based superalloy. Some of the applications of nickel-based superalloys are found in aircraft gas turbines, reciprocating engines, metal processing, space vehicles, heat treating equipment, nuclear power plants, chemical and petrochemical industries and heat exchangers (Ref. 1).
Components made from this material are either ground using conventional aluminum oxide based bonded abrasive grinding wheels or cBN superabrasives wheels. Grinding is usually performed with a grinding fluid or coolant. In order to provide the necessary lubrication and cooling capacity and achieve parts free of metallurgical defects while maintaining lower operating and abrasive costs, grinding fluids are developed with very complex formulations.
When faced with the problem of selecting the optimal grinding fluid type for grinding a specific work material, it is often very difficult to find quantifiable data on wheel performance and wheel life as a function of type of grinding fluid used. There are many types of grinding fluids available for selection. Chief among these are straight oils and water soluble oils. Straight oils can be a blend of one or more of the different base oils (paraffinic, napthenic, synthetic and vegetable) and may contain boundary and/or extreme-pressure additives such as sulfur, phosphorous or chlorine compounds (Ref. 2).
While these oils provide good lubricity and rust prevention and are easy to maintain, they are also combustible and components are left with an oily film that might need to be removed before use. In the case of water soluble oils, the concentrates sold by coolant suppliers contain 40 percent or more oil and are mixed with water at a ratio of about 5% to 15% to create the metalworking fluid (Ref. 2).
These fluids provide good cooling but due to bacterial growth are not as easy to maintain as straight oils. The selection of an optimal grinding fluid type for any operation will vary based on a number of parameters, including the material to be ground, abrasive type used, wheel wear, maintenance, disposal and associated costs.
In order to determine the quantifiable impact of the type of grinding fluid on grinding performance and wheel life, engineers from Norton|Saint-Gobain Abrasives did a comparative study at its Higgins Grinding Technology Center in Northborough, Massachusetts. The results of the study proved that grinding IN718 in straight oil gave a 9–10 times improvement in productivity and in wheel life over grinding in water-soluble oil.
Testing consisted of grinding slots in IN718 parts with half-inch wide wheels. Two creepfeed grinding machines were used; one with a water-soluble oil coolant (Trim VHP E812) and the other with straight oil coolant (Castrol Variocut B27). Wheel speed was constant at 8,500 surface feet per minute and coolant pressure was 175 psi at a flow rate of 55 gallons per minute.
An engineered, highly porous, ceramic aluminum-oxide-based grinding wheel specification, TG280-H20VTX2, from Norton Abrasives was tested and high-pressure scrubber nozzles were used to keep the wheel face clean.
The TG2 grinding wheel used in this test consists of a shaped TG grain made by replacing post-sinter crushing with a pre-sinter extrusion process (see Figure 1). The resulting needle shaped grains, designated TG and TG2, have extreme aspect ratios (TG = 5:1, TG2 = 8:1). Not only do these grains maintain a high toughness, but they also have a very low packing density. Typical blocky grains will pack to about 50% by volume whereas the extruded grain with an aspect ratio of 8:1 has a packing density closer to 30%.

Wheels made with this grain have a very high level of permeability/porosity and excellent coolant carrying capacity. In terms of chip modeling, the high aspect ratio presents a shape factor comparable to a much larger blocky grain, which in turn creates a much larger chip and lower specific cutting energy. The combination of all these factors makes the TG family of grains unusually suited to high stock removal rates when grinding superalloys (Ref. 3).
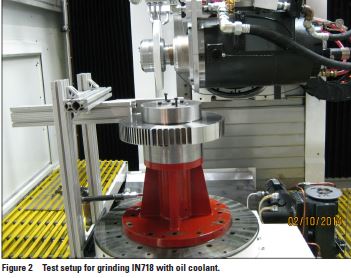
Figure 2 shows a picture of the test set-up used for the grinding test in oil. All grinds were creepfeed in a non-continuous dress mode. Testing was stopped if visual burn was evident on the part.
Testing began with straight oil coolant and depth of cut per pass was set at 0.100" (2.5 mm). Work speed began at 10 inches per minute and increased until it reached 180 inches per minute (254–4,572 mm/min).
A minimum stock volume of 2 in³ was removed under each condition. With the oil coolant there was never any evidence of burn/thermal damage. Subsequent metallurgical analysis confirmed no burn, and bent grains on the part did not extend more than 0.001" (25 μm) below the surface.
The test with WSO coolant began using the same 0.100" depth of cut used in the oil test. However, burn occurred at the first feed rate of 10 inches per minute (254 mm/min). Therefore, an alternate strategy was adopted in which a specific removal rate was set and work speeds were varied to determine when burn would occur. To keep the specific removal rate constant, the depth of cut was decreased as the work speed was increased. Specific removal rates of 1.0, 2.5 and 3.125 in³/min/in (10, 25 and 31 mm³/sec/mm) were chosen and table speeds between 6.1 and 300 inches per minute (2.6 mm/sec –127 mm/sec) were tested.
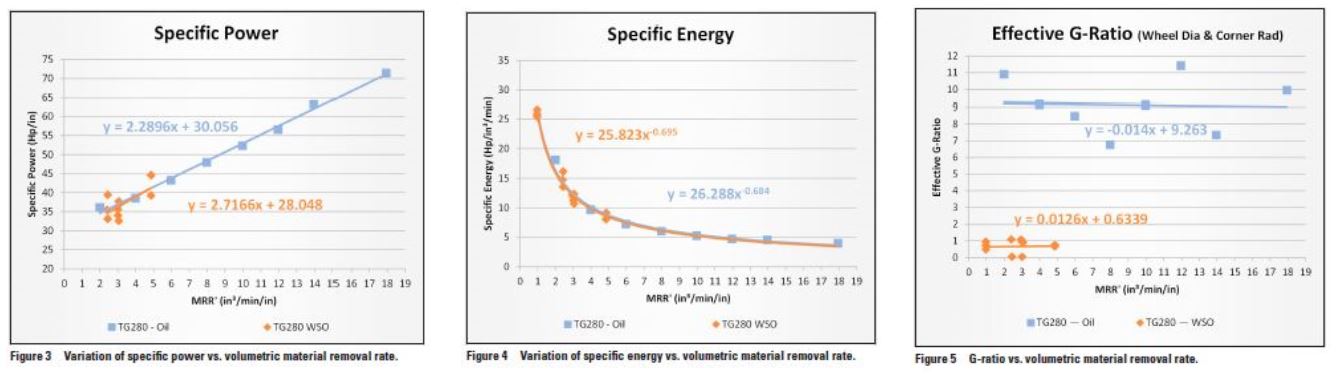
Figures 3 and 4 show the graphs of specific power and grinding energy versus volumetric material removal rate. Specific grinding energy, which is defined as the energy required to remove a unit volume of material, is a measure of the efficiency of the grinding process. There is no difference observed in both these graphs when grinding IN718 with the TG2 wheel in oil vs. water soluble coolant.
Figure 5 shows a graph of G-Ratio vs. Volumetric Material Removal Rate. G-Ratio, which is an indicator of wheel life, was significantly higher when grinding in oil coolant. Because rapid wheel wear was observed, it wasn’t practical to continue increasing removal rates when grinding in water soluble coolant beyond 5 in³/min/in (50 mm³/sec/mm). However when grinding with oil coolant, removal rates as high as 18 in³/min/in (180 mm³/sec/mm) with minimal impact on G-ratio are possible. This illustrates higher productivity, shorter cycle times and increased wheel life when grinding in oil.
When grinding with WSO, there were certain operating conditions which led to the occurrence of burn on the work pieces, and work speeds were varied to reduce or eliminate burn.
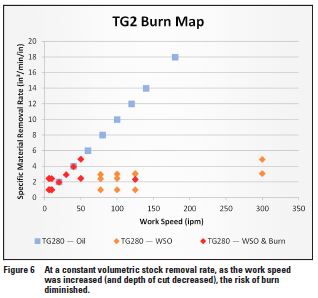
As illustrated in Figure 6, at a constant volumetric stock removal rate, as the work speed was increased (and depth of cut decreased), the risk of burn diminished. We would therefore expect that for higher work speeds, the specific grinding energy would be lower. When thinking of the grinding zone as a moving heat source, as the rate increased, the time the source is in contact with any point on the part decreases, and thereby limits the amount of heat that is transferred to the part.
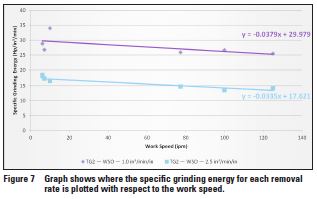
Figure 7 shows a graph where the specific grinding energy for each removal rate is plotted with respect to the work speed; it is clear that the trend for increasing specific grinding energy with decreasing work speed holds true.
This is due to the fact that, for a given removal rate, as work speed increases and the depth of cut gets smaller, the chip thickness increases. Whereas at lower work speeds, chip thickness is diminished and more energy is consumed in friction due to plowing and sliding interactions in the grinding zone. It should be noted that this strategy for alleviating burn was only used in grinding with water soluble coolant.
In summary, the results from the comparative test demonstrates the quantifiable impact of the type of grinding fluid (straight oil coolant, water soluble coolant) on the grinding performance and wheel life, when grinding IN718 alloy with a modern aluminum-oxide-based ceramic grinding wheel. Both in terms of achieving higher productivity and wheel life, straight oil coolant outperforms water soluble oil coolant.
However, the actual performance and G-ratio values will be different for each grinding wheel and work material combination. Additionally, the reason for certain operating conditions causing the occurrence of burn on the components when grinding in water soluble coolant versus oil coolant needs to be investigated with additional testing and thermal modeling, taking into account the dissimilar properties of the two types of coolant.
References
Akca E., Gursel, A., “A Review on Superalloys and IN718 Nickel-Based Inconel Superalloy,” Periodicals of Engineering and Natural Sciences, 2013.
Benes, J., “What Do You Want Your Coolant to Do?,” American Machinist, Feb. 2008.
Hitchiner M., Besse J., Varghese P., “Grinding Innovation in a Growing Defense Market,” MFG4The Future Conference, Hartford, 2012.
Previously featured on NortonAbrasives.com.

Founded in 1885, Norton grew into a global leader in abrasives before being acquired by Saint-Gobain in 1990. Norton offers the widest portfolio of grinding, cutting, blending, finishing, and polishing solutions for all markets, and applications using advanced, affordable technology. You get powerful, precise, easy-to-use options designed and engineered for optimum performance, cost and safety. Norton delivers choices that matter to your workforce, the environment, and your bottom line.



To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.