Critical Coolant Factors in Roll Grinding
Optimizing coolant or metalworking fluid parameters can significantly impact roll grinding quality, consistency and performance.
Optimizing coolant or metalworking fluid parameters can significantly impact roll grinding quality, consistency and performance.
Optimizing coolant or metalworking fluid (MWF) parameters can significantly impact roll grinding quality, consistency and performance. The coolant and grinding wheel are equally important tools in the roll grinding process. One of the key factors in achieving and maintaining grinding quality and a safe grinding environment is water purity.
Using contaminated water in a coolant mixture can cause a multitude of problems in roll grinding operations. Water from a coolant pond, lake, river or a municipal water line will contain contaminants that severely impact roll surface. In addition, coolants provide excellent nutritional sources for many kinds of bacteria and fungi.
Poor water quality can result in excessive bacteria and fungi growth, which can create odors or rancidity and present a health hazard. Anaerobic sulfate-reducing bacteria produces toxic gases such as hydrogen sulfide, which has a rotten egg smell.
According to the National Institute for Occupational Safety and Health (NIOSH) branch of the Centers for Disease Control (NIOSH/CDC), grinding personnel can absorb the microbes and their endotoxins or gases through skin contact when handling parts or wheels and via aerosol dispersion. NIOSH/CDC has determined that the predominant microbial contamination routinely recovered from coolants is virtually identical to those found in natural water systems.
Monitor and maintain coolants carefully
Use biocides only as a preventive measure
Install mist control systems such as close-capture ventilation and machine enclosures
Train employees on the hazards and proper use of the coolants.
NIOSH’s What You Need to Know About Occupational Exposure to Metalworking Fluids and OSHA’s Metalworking Fluids: Safety and Health Best Practices Manual are good resources for guidance on maintaining the safety and performance of coolants.
Another concern with water purity is chemicals and low pH levels (high acidity), which can result in corroded tools and ground parts. Hard water with high mineral content can deposit residues on the machine or roll. Finally, incorrect water hardness and pH levels can interfere with coolant stability. Understanding the origin or source of process water and setting up coolant operations accordingly will protect efficiency, output quality, costs and employee health.
If the current water source does not meet required chemical purity, using water purification and softening equipment can alleviate the main water purification concerns such as hardness levels, mineral content and pH balance. Hard water destabilizes the metalworking fluid and leads to scum formation by disabling the emulsifiers solubilizing the coolant additives. Water that is too soft can cause a buildup of foam. Process water that is too alkaline will lead to a white growth buildup on the grinding machine. If the water is too acidic, steel-based tooling and rolls can rust.
A water-quality analysis laboratory can recommend solutions for water-quality issues. The lab will determine the ideal hardness and pH levels for an application and recommend treatments to remove as much contamination as possible and adjust pH. A water softener exchanges calcium and magnesium ions with sodium ions, but does not remove chlorides and other corrosive elements. The best, but more costly, option for coolant water treatment combines softening and reverse osmosis (RO). RO filters water using a semi-permeable membrane, removing as much as 95% of the corrosive elements.
Synthetic, semi-synthetic, soluble and straight oil coolants are commonly used in grinding applications. The petroleum-based soluble oil based coolants provide more lubricity than synthetics, but soluble oil has poorer cooling and cleaning characteristics. Straight, neat or undiluted oil has even higher lubricity but poorer cooling and cleaning characteristics and higher cost. Petroleum-based straight oil dispersed in air presents a fire hazard as well. While synthetic coolants have displaced soluble and straight oils in many applications, both of these coolants are still beneficial in specific cases depending on the grinding wheel and workpiece material (carbides, high speed steels, copper alloys and reactive metals).
For instance, straight oils are generally used for processes where anti-welding, rust prevention, long wheel life, low friction and finish are the predominant needs rather than cooling and cleaning. The higher lubricity of neat oils reduces heat generation, but the fluid itself is not as effective at removing heat.
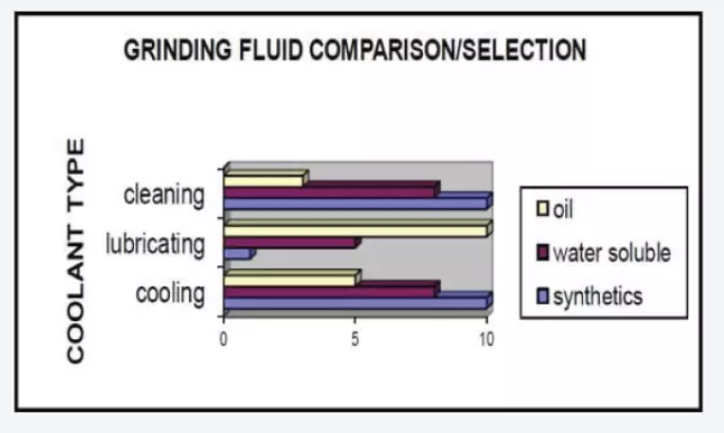
Synthetic coolants contain no petroleum or mineral oils but are instead formulated from organic compounds like polyglycol and esters. Synthetic fluids are cost-effective because they are generally used in a diluted form with concentrations ranging from 3% to 10% in water. They often provide the best cooling and cleaning performance among all metalworking fluids. Synthetics also have more heat and fire resistance. Synthetics tend to be transparent so an operator can see the work during grinding, while soluble oil coolants are opaque. While uncommon in roll grinding, semi-synthetic fluids are a combination of synthetic and soluble oil fluids. Most coolant also contains biocides, surfactants, extreme pressure agents, anti-oxidants and corrosion inhibitors.
Selecting the optimum coolant for an application depends on the roll material ground and the grinding wheel specification. Synthetic coolant mixtures are best for grinding steel, stainless steel and aluminum rolls. Synthetic fluids have less odor and are environmentally benign, making them operator-friendly and easier to dispose of. Brass, bronze, tungsten carbide, titanium, nickel and other exotic metals require a specialized or high-end coolant such as Houghton Hocut 795 MP, CASTROL 709, Dodge Oil’s Ruby 5-XL, GrindCleanGK 05 Synthetic Water Based Coolant, Dubois Chemical’s AccuCool 3000 SS, International Compound 3601 or Bergman’s Water soluble synthetic (CARBIDE) to improve grinding wheel life and finish performance. Several metalworking fluid manufacturers produce coolants specifically designed for roll grinding such as BRAD PENN® Roll Grinding Fluid, American Refining Group’s Roll Grinding Fluid and T&L Specialty Chemicals’ Roll Grind 4552.
Conventional resin and vitrified wheels perform best with synthetic coolants. Vitrified bonded wheels with ceramic abrasives, such as Norton SG and NQ, provide outstanding finish performance with synthetic coolants. Diamond and cubic boron nitride (cBN) superabrasives wheels perform optimally with soluble oil coolants. Soluble coolants cannot be used with older shellac bonded wheels because they significantly reduce wheel life.
An optimum roll grinding coolant should have high specific heat capacity to rapidly absorb and remove heat from the grinding zone; high lubricity to reduce frictional heating and wheel wear; and high detergent characteristics to clean metal chips (swarf) and gumminess from the grinding wheel. The coolant viscosity should be low enough so the fluid easily floods the grinding zone. Coolant surface tension should be low so grinding swarf can settle and filter out. Before roll grinding begins, any personnel involved in the operation must read the coolant’s safety data sheet (SDS) so they understand how to safely handle the fluid.
Coolant systems filter, pump and dispense liquids to cool and lubricate work pieces and grinding wheels. To improve system effectiveness, the coolant system should be running before roll grinding commences. Coolant pressure should be maintained around 30 to 65 psi to deliver as much coolant as possible into the grinding zone. Pressure of 50 to 60 psi is ideal to maintain flow rate. This flushes away chips and prevents overheating, which improves productivity.
Low sump level — Check the sump level at the start of the shift. A low sump level (30% below the full mark) shows coolant loss or water evaporation (increasing the concentration of chemicals present). Check the concentration! If too strong, add water to reach the proper concentration. If the concentration is correct then fluid was lost due to dragout. Add fluid at an appropriate dilution, or if prediluted fluid is not available, water and concentrate can be added. All systems should be monitored carefully and metalworking fluid additions should be made on a regular basis to maintain a constant working concentration. The correct concentration should be verified when finished.
Abnormal fluid appearance — Determine if the fluid color looks normal. When in good condition many synthetic fluids are clear, semi-synthetics are often transparent to milky, and soluble oil usually looks milky white with no free oil layer. If the fluid turns gray or black, then bacteria are often present. If the fluid picks up a yellow or brown tint then tramp oil may be present. Dye fading may indicate that a fluid is aging.
Foul smell (rancidity) — When fluids smell bad, it usually means that there is uncontrolled microbial growth. Although it may be possible to cover up the odor, it's best to address the cause because microorganisms present in the fluid can be aerosolized into the air as part of the mist. Exposure to microorganisms in the air may cause adverse health effects to exposed employees. If the fluid has a strong and "locker room" odor, it likely has biological growth and should be treated with biocide and evaluated. If need be, the fluid should then be discarded, the sump properly cleaned, and the fluid replaced.
Floating matter on the fluid — If the fluid has floating chips, swarf, or mold growth, this is not normal. Try to remove as much as possible with a skimmer or have it pumped off. The level of dirt (total suspended solids) in the fluid is a measure of the efficiency of the filtering system. Periodic checks and maintenance of the filtration system and oil skimmer are necessary to assure that they are functioning as designed.
Tramp oil floating on the surface — With water-diluted fluids, if the sump is completely covered with oil and the machinist cannot swish the oil out of the way for more than 5 to 8 seconds before the sump is covered again, there is too much tramp oil present. Skim or pump the surface oil to remove it. Tramp oil is one of the main causes of dermatitis. These oils are not developed with repeated skin contact in mind, and some components of these machine lubricants are highly irritating to the skin. Unemulsified (tramp) oils can be a significant carrier of metallic fines, which can be deposited on the skin and cause mechanical irritation. These fines, suspended by tramp oil, are a major cause of dermatitis.
Excessive foam — A lot of foam may be caused by soft water with some products. The fluid may also be too highly concentrated, or it may be contaminated by cleaners, or there may be an imbalance in the fluid surfactants. Another possibility is that you could have an undersized system, excessive flow rates, or the fluid may not be at rest long enough to allow air to escape. In addition, the level of cutting fluid in the reservoir may be low, causing air to be drawn into the pump.
Dirty machines or trenches — This could mean that the emulsion is becoming unstable, the cleaners in the fluid have been depleted, the contaminants are being deposited from the fluid, there is filter failure, or there is poor housekeeping.
Employees have skin irritation — If employees have skin irritation, it could mean that the fluid has one or more of the following properties: too high a concentration, high alkalinity, metal contamination, an unstable emulsion, or contamination from workpiece coatings. Of course, skin irritation can also be due to causes not directly related to metalworking fluids, such as changes in the weather, poor personal hygiene, poor work habits, the use of harsh hand soaps, wearing contaminated clothing, or prolonged exposure to the fluid.
Employees have respiratory irritation — Exposure to MWF aerosols can lead to complaints of irritation and tightness in the chest. Factors that can contribute to irritation could be the improper delivery of fluid to the cutting zone; improper use of additives; a high coolant concentration; a heavy concentration of machines in a small area; inadequate or poorly designed enclosures and mist collectors; loss of microbial control; poor general ventilation of the shop; insufficient fresh air make-up rates; and high mist concentrations (even in the absence of machining operations) may be present in areas where coolant flumes make sharp turns.
Coolants are recirculated; they are kept clean by removing metal chips and loose abrasive particles with multi-stage filtration. Rolls ground to mirror finishes (.05 Ra to .005 µinch Ra) require three-stage filtration, which uses a magnetic separator to remove large metal swarf, paper filtration media to remove 15 to 20 micron swarf, and filters for 2 to 5 micron swarf removal. Two-stage filtration (magnetic plus paper) is sufficient for normal machine finishes (4.0 to 60 µinch Ra).
An automatic coolant proportioner or dosing valve will mix the right proportions of coolant additive and water when coolant replenishment is required. These low-cost valves can potentially save thousands of dollars of wasted coolant.
The coolant properties and grinding environment require close monitoring. Specific employees should periodically measure and document coolant concentration levels, viscosity, cleanliness, pH, contamination and hardness. Monitoring will maintain coolant quality and help identify any trends. The pH of the water should be balanced between 8.0 and 10.0. Indicator strips or a pH meter should be kept on hand to monitor and adjust pH levels.
Water will evaporate every day, increasing oil concentration. A refractometer can be used to measure oil or coolant additive concentrations. Low concentrations can reduce wheel life and result in poor surface finishes. High concentrations can leave residues on rolls. Tramp oils and grease from spindles, hydraulic lines, gearboxes or ways can contaminate coolant. Coolant with tramp oil will cause wheel glazing, leading to wheel chatter. Oil coalescers, skimmers and separators can remove tramp oil.
Seasonal temperature changes should be monitored and accommodated for by the coolant system. In hot and humid environments above 30° C, the coolant system needs a chiller to cool water and prevent bacterial growth. In severe cold, the system should have a heater to prevent low viscosity. When the coolant needs replacement, a biocidal cleaner should be run through the system to remove tramp oil, killing any bacteria. Then, a fresh charge of premixed coolant should be added to the system.
Coolant is one of the most important tools for producing a consistent, quality product, so invest time and energy in optimizing coolant delivery in roll grinding processes. For more on roll grinding with high performance abrasives, read the Norton MilliNium Wheels Roll Bottom-Line Benefits article. For additional questions on optimizing roll grinding and coolant systems, contact Norton experts for answers, resources and support.
Previously Featured on Norton's Resources page.
Founded in 1885, Norton grew into a global leader in abrasives before being acquired by Saint-Gobain in 1990. Norton offers the widest portfolio of grinding, cutting, blending, finishing, and polishing solutions for all markets, and applications using advanced, affordable technology. You get powerful, precise, easy-to-use options designed and engineered for optimum performance, cost and safety. Norton delivers choices that matter to your workforce, the environment, and your bottom line.






To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.