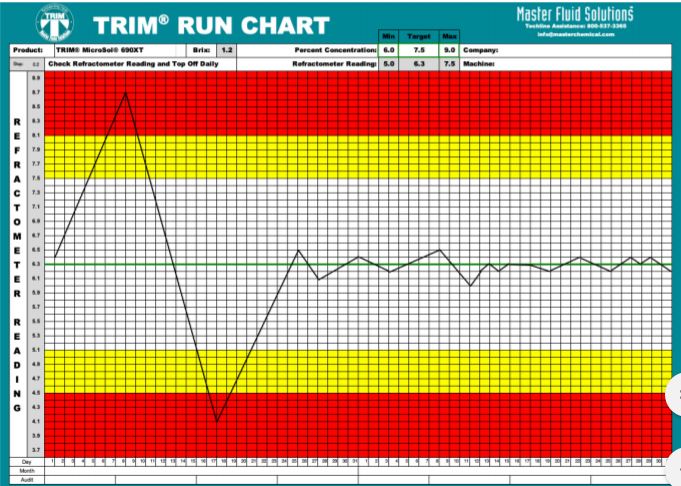
Concentration control or the lack thereof is a major contributor in the majority of metalworking fluid problems. Every water dilutable fluid is designed to run within a specific concentration range. If the fluid is higher than the design range it is likely that you will see more dermatitis, residue, and excess fluid usage problems. When run below the design range, corrosion, tool, and sump life problems are frequently observed. Achieving good concentration control is one of the major things that the user can do to insure the success of their coolant management program and control the costs associated with metalworking fluids.
Just what the concentration of a "used" cutting fluid is and how it should be measured is a subject of considerable discussion among analytical chemists and field service people working in the industry. The truthful answer is that there are probably at least two different concentrations used for any given working solution. One concentration is "good enough" for the day-to-day management of the typical fluid in the typical application. And the second is where the fluid supplier's analytical laboratory goes to the used working solution and determines the amount of the individual components of the fluid that are present. This kind of "depletion analysis" is typically only done on an "exception" basis. And even then it does not yield a single number but rather numbers for concentration based on how much of each of the fluid components are present (e.g. % by oil, % by yellow metal corrosion inhibitor, % by fungicide, etc.).
For the day-to-day management of fluids, there are two and possibly a third method of checking concentration. The particular method selected will depend on the type of fluid in use and the situation.
Fluids running below an optimal range often have corrosion, tool and sump life problems. Running above the range can result in dermatitis, residue and excess fluid problems.
The easiest and most common method is to use an optical refractometer. Refractometers are fast, reasonably accurate and work for nearly all coolants, many washing compounds, water-based rust preventives, and maintenance cleaners, etc. Refractometers, over time, tend to read higher than "actual" concentration because the tramp oils, etc. that get into the fluid will also refract the light and affect the refractometer reading. If the system is heavily contaminated, a "good" clear reading is often not possible, making the actual reading somewhat of an educated guess. On this same vane the refractometer's (like any precision instrument) meters need to be kept very clean and in calibration to get good, consistent results.
Alkaline titration is the next most common method of checking concentration. This is a chemical method of measuring the total alkalinity of a fluid sample and calculating concentration from that. This method only works with products that have a fairly large amount of alkalinity. Typically these are synthetic and semisynthetic fluids. The tank side addition of some alkaline builders and/or biocides can also affect reading concentration by titration. Over time the concentration by titration tends to read lower than the "actual" concentration.
It is also possible to check the concentration of soluble oils and high-oil semisynthetics by doing an acid split. This method relies on adding a measured amount of typically sulfuric acid to a measured amount of working solution in a piece of calibrated glassware. The addition of the acid causes the oil in the working solution plus other oil-like materials to separate. The amount of material that "splits out" is then measured and the concentration calculated. This method is a very good way of getting at the total oil and surfactant content of a fluid. With a little practice it is possible to make a very educated guess about the percent tramp oil and percent product oil. It takes about 20 minutes and then a 4- to 24-hour wait plus special glassware and reagents. It is not a method that you would typically want to do every day.
Master Fluid Solutions, working closely with the worldwide metalworking community, develops and markets a full line of specialty cutting and grinding fluids, cutting oils, concentrated washing and cleaning compounds, and rust preventives under the TRIM® and Master STAGESTM brand trademarks. These products are environmentally sound and, when used in conjunction with Master Fluid Solutions' XYBEX® fluid management systems, are the most durable and stable fluid products marketed today.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.