A machining workshop seeks to produce a certain number of parts, at a required level of quality, in the most efficient way, delivered on time. Traditionally, manufacturing businesses defined efficiency by return on investment. Success was measured in terms of continuous runs of thousands or hundreds of thousands of pieces and maintaining steady output from one or many machines was the goal. From that point of view, a machine that was running and making parts was considered efficient.
Today, manufacturers more frequently carry out low-volume/high-mix production scenarios tailored to varying customer needs. Lot sizes may range from hundreds of pieces to single digits. However, even when all the machines in a shop are running nonstop, customers nevertheless could still be waiting for parts they ordered. High-volume output strategies conflict with the flexibility and complex planning requirements of low-volume production scenarios.
In the current manufacturing environment, true manufacturing efficiency involves striking a flexible balance between maximum output and timely fulfillment of a wide variety of individual customer orders. The focus is on the end result: on-time product delivery and satisfied customers.
QUALITY CONTROL
While balancing output and demand, manufacturers must be careful to maintain product quality. Dealing with parts of unacceptable quality will force unplanned changes in production schedules, consume time and money and delay deliveries. Haphazard planning will cause production stoppages and leave machines sitting idle while shop floor labor costs multiply to handle the unforeseen problems the stoppages create.
Workpiece quality in manufacturing generally is described in terms of meeting part dimension and surface finish requirements. An additional measurement of quality, namely on-time delivery performance, can be called process quality. The manufacturer must control processes to the degree that the planned production time is sufficient to complete the work and deliver it to the customer at the promised time.
PLEASING CUSTOMERS VERSUS POSTING PROFITS
A shop’s machines can run 100 percent of the time, but if poor delivery performance disappoints customers and they stop buying the shop’s products, the shop will fail. Keeping customers happy is a primary goal but concentrating on customer satisfaction alone can threaten profitability. Focus on the customer is critical, but a manufacturer must maximize utilization of its equipment while also meeting customer part volumes, quality requirements and delivery requirements.
PROMISES AND PLANNING
Successful manufacturing involves coordinated interaction of multiple groups within the manufacturing organization. One group promises customers certain outcomes regarding the cost, quality and time of delivery for the parts they order. The other groups in the organization, including engineering, purchasing, workshop personnel and administrators, make sure that those promises are kept.
The various groups define efficiency differently. Machining staff want to optimize individual machining processes for maximum output. Groups outside the technical machining process concentrate on improving the performance of the system overall. Their analysis covers issues such as overall equipment effectiveness (OEE) and labor productivity.
THE HEART OF EFFICIENCY
To describe manufacturing efficiency in basic biological terms, the heart of any production operation is the machining process. Although the body’s heart is indispensable, it does not work on its own. It is part of a system that includes the rest of the body and the brain.
In manufacturing, if the heart is machining technology, the body is the overall manufacturing organization including engineering, business planning and administration. The brain of the organization is the group of personnel who coordinate all elements of the system. However, the brain cannot simply decide that the heart should pump faster, just as a person cannot control his or her heartbeat just by thinking it will be so. In the same way, a machining process is not always controllable from a rational perspective.
In today’s world of digital technology and the Industrial Internet of Things (IIoT), people, especially young people, want answers and clear rules for controlling the machining process. Unfortunately, in many cases there are no rational rules, and it is necessary to accept, react to and solve the unexpected problems of machining.
UNEXPECTED PROBLEMS AND UNSKILLED WORKERS
In a perfect world, shop personnel have the knowledge, skills and experience needed to handle unexpected problems in the machining process. However, many shop owners complain that it is difficult to maintain a sufficiently capable workforce. While training would appear to be a way to overcome the shortage of skilled workers, surprisingly, though, some shop owners say their training efforts often are wasted because employees lack a positive mindset towards learning new skills. Owners report that in many cases where they offer technical training, employees believe that they already know enough to do their assigned work and require no additional training.
TOTAL MANUFACTURING TIME
Analyzing a shop’s efficiency and eliminating waste can provide additional time for machining and thereby greater flexibility and responsiveness to customer needs. The total time required to manufacture a part is the sum of many separate activities. They include actual machining time, tool handling, workpiece manipulation, quality checking, unplanned problems, waiting, administration tasks and others.
Some of the activities are essential and cannot be eliminated, such as tool changes and workpiece manipulation. Beyond required activities, shops also spend time handling unforeseen circumstances such as changes in planning, quality problems and waiting for missing tooling or workpiece materials.
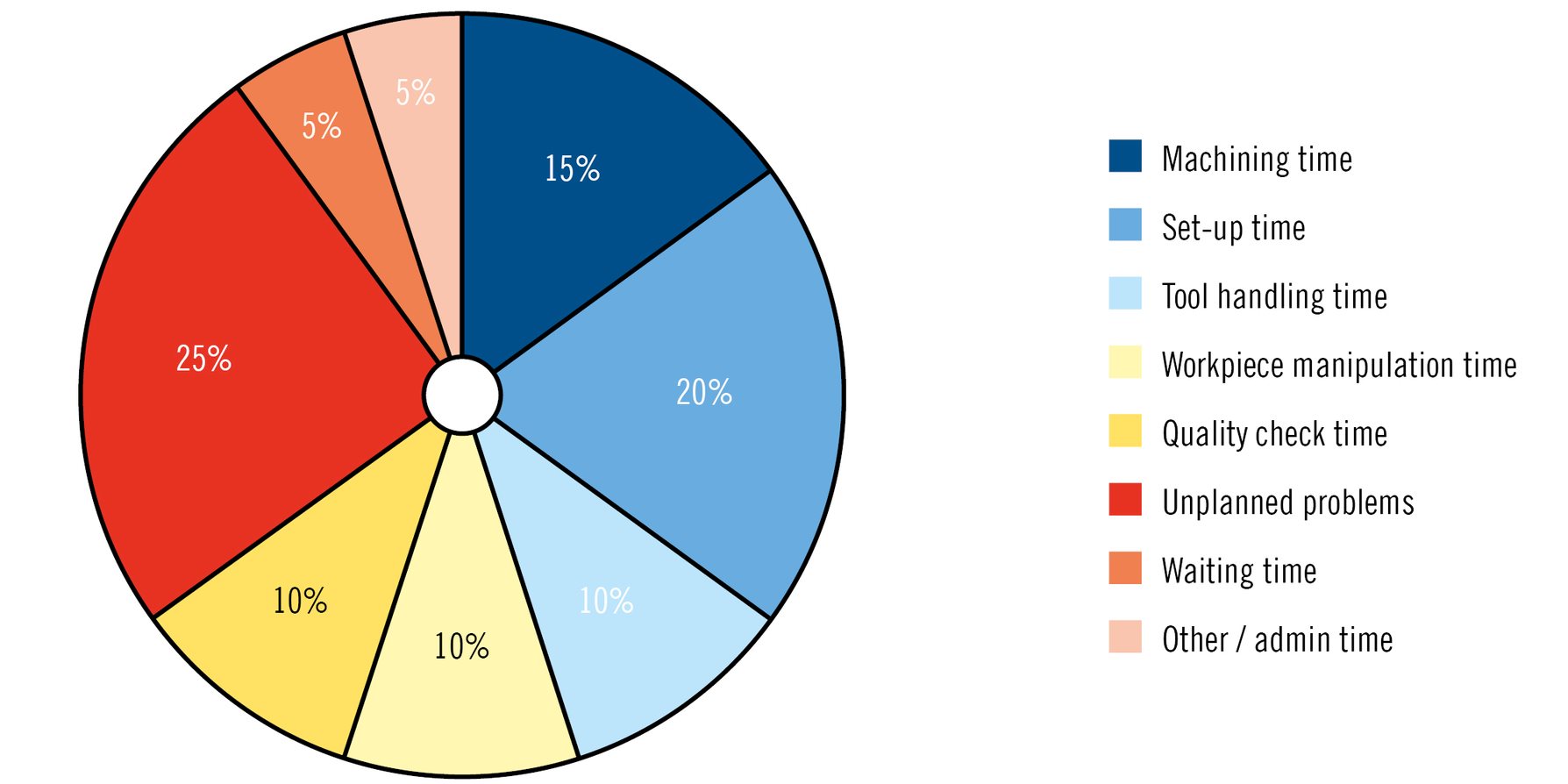
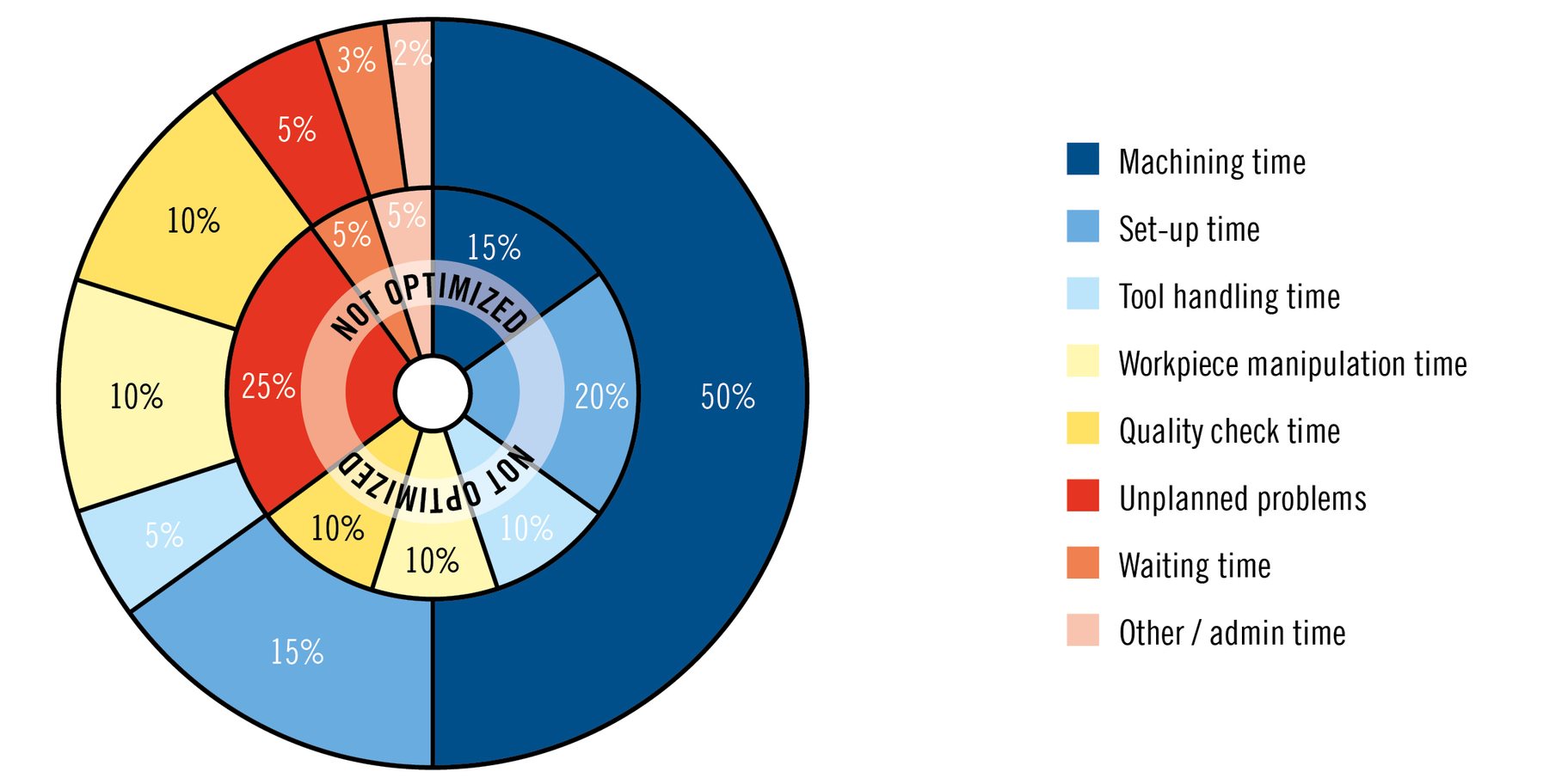
In one case, a shop reviewed a number of different activities involved in machining a part to find the amount of time each consumed (Figure 1). Actual machining time was 15 percent of the overall production total, while setup and waiting consumed a quarter of the time and unplanned problems, such as missing or delayed tooling or stoppages to clear excessively long chips, represented another 25 percent. By reducing the time taken for unplanned problems, setup time, tool handling, waiting and administration, actual machining time grew to 50 percent of the total (Figure 2). The expanded time gave the shop greater flexibility to match machining operations to specific customer job requirements.
Figure 1. Time Spent In Machining Production Not Optimized
Figure 2. Time Spent In Machining Production Optimized
UNFORESEEN EFFECTS OF TIME-SAVING EFFORTS
As a result of a time-saving investigation like the one noted above, another shop was able to triple the hours that spindles were actively cutting parts. However, the shop found that part output did not triple in return.
Further study revealed a number of issues that contributed to the phenomenon. A major issue was that the original process time included off-machine deburring. The time-saving initiatives indicated that deburring could be performed more efficiently on the machine itself. However, when the off-machine deburring was moved to the machine tool, overall spindle time increased to account for the deburring operation. The situation shows that time savings in one area can result in increased consumption of time, or apparent decrease in efficiency, in another area.
The lesson is that operational changes must be considered in relation to the manufacturing process overall. It is a difficult balance, and there are no general rules except to look for ways to use the available time as effectively as possible.
CHANGING PLANS
Achieving efficiency and flexibility require continual adaptation to changing production demands. Changes often originate externally when a customer modifies a product design or changes the number of parts required. The manufacturing shop must alter its plans in response, but that can disrupt the shop’s plan overall and lead to a disorganized response that causes further disruption.
When planning is disorganized, some shops push workpieces through the workshop in random ways, putting the work on any machine available and causing more problems. The situation can become a vicious circle. When planning issues begin, they can multiply like a virus. A small disruption soon can become large. And like a human virus, the disruption can be very difficult to overcome.
THE SPARE CAPACITY OPTION
One way to effectively raise shop efficiency and flexibility is to add spare machining capacity. The concept of spare capacity is foreign to the majority of shops, and a shop’s finance department may endorse investing in new machining capacity but demand that the new equipment does not sit idle. They see a machine as a one or two million Euro (or dollar) investment, and can’t understand that when it is purchased as spare capacity it may stand unused and not regularly do anything. But in reality, it does do something significant: it ensures happy customers. It is a useful backup that supports flexibility and facilitates handling of unforeseen problems.
In some situations, instead of purchasing a backup machine a shop will work with its own equipment until overload occurs then enlist a subcontractor. But if that subcontractor is struggling with the same problems of too much work and insufficient staff, the responsibility simply shifts to a different party. It is extremely difficult to convince shops to build spare capacity with the possibility it will be used rarely at best.
LONG DELIVERY TIMES VERSUS ON-TIME DELIVERY
The pressure to deliver on time may extend the actual production time. If manufacturing a job under normal conditions takes a week, but the customer wants an absolute guarantee that delivery will be on time, a shop may state a lead time of two weeks to provide a time cushion/buffer. In another instance, if a customer needs one completed workpiece by a certain date, a shop may start two workpieces to have a backup in process in case something unforeseen happens to the first part. These makeshift practices needlessly consume production time and expense and actually extend delivery times beyond what they would normally be.
MULTI-TASKING CHOICES
Another way to increase shop efficiency and flexibility, although expensive, can be to employ automation in the form of a multi-tasking machine and a pallet pool. A shop can quickly change an automated cell from one job to another and use the pallets to build and store future setups. Such a system can be built around a multi-tasking machine surrounded by workpiece pallets and accompanied by a tool magazine with multiple tools, all serviced by a robot. In this arrangement, day shift personnel can set up the machine and pallets to process a variety of parts, and the night shift can produce the parts. This solution, however, is relatively expensive and is not the level of investment that every company can afford.
IMPEDIMENTS TO MULTI-TASKING
An organizational impediment to the multi-tasking approach is the typical factory practice of arranging machines based on function alone, as in maintaining a separate milling department, turning department, etc. In many cases, it is better to have machines organized into cells where each group of machines has certain process capabilities suited to specific groups or families of workpieces. Grouping of machines simply by function also encourages shop personnel to describe themselves in a limited way, such as lathe operator or milling machine operator. Training operators to be multifunctional and able to operate different types of machines gives a shop the flexibility to balance its own internal capacity issues.
CONCLUSION
Present-day efficiency in manufacturing includes a strong emphasis on customer satisfaction in addition to finding the best ways to machine parts. Manufacturers must balance efforts to consistently provide on time delivery with the need to be profitable. In addition to optimizing the machining operations, careful attention to issues including part and process quality, planning organized from the perspective of the manufacturing organization as a whole and continuing analysis of the elements of machining time consumption can significantly expand the time available to machine parts and result in increased flexibility and efficiency.
Previously Featured on SECO News.



![Common Abrasive Mistakes in Fabrication [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/63J06JpDcUwZGXadYmQH5O/722be8804d5f3b14e59d1c9cc5205250/Option_1_AbrasiveMistakes_GettyImages-1443275947-thumb.jpg)
