Gaining an advantage in today’s competitive machining world requires that shops stay abreast of cutting tool technology. Here are a few solutions for superalloys—metals that are notoriously hard to machine but common in the aerospace, energy and medical industries.
Inconel ranks among the least machinable of all metal alloys. The same is true of Hastelloy, Nimonic, Waspaloy and Rene. All contain relatively high amounts of nickel, cobalt or chromium (sometimes all three), and refractory metals such as molybdenum and tantalum.
Given their extreme toughness, hardness and resistance to heat and wear, it should come as no surprise that these important metals bear the lofty title “super alloys.”
“With the advancements in machine tools and their control systems over recent years, dynamic milling technology, together with coated carbide, gives you the best possible tool life and metal removal rate.”
Dirk Dietsch,M.A. Ford
Inconel 718, for example, is widely used to make the hot section components found in gas turbine engines, which is why it’s labeled a heat-resistant superalloy (HRSA).
Monel K-500 is highly resistant to steam and seawater, making it a favorite for marine applications.
Cobalt chrome (CoCR), on the other hand, is used for everything from dental bridges and artificial knees to wind turbines and wedding rings.
Three general classes of superalloy exist: nickel-based, cobalt-based and iron-based. Most are proprietary, developed by companies such as Haynes International and Special Metals Corporation (SMC) for aerospace use, and for extremely hot, cold or corrosive environments. As noted, all are challenging to machine, requiring rigid equipment and cutting tools designed for these demanding materials.
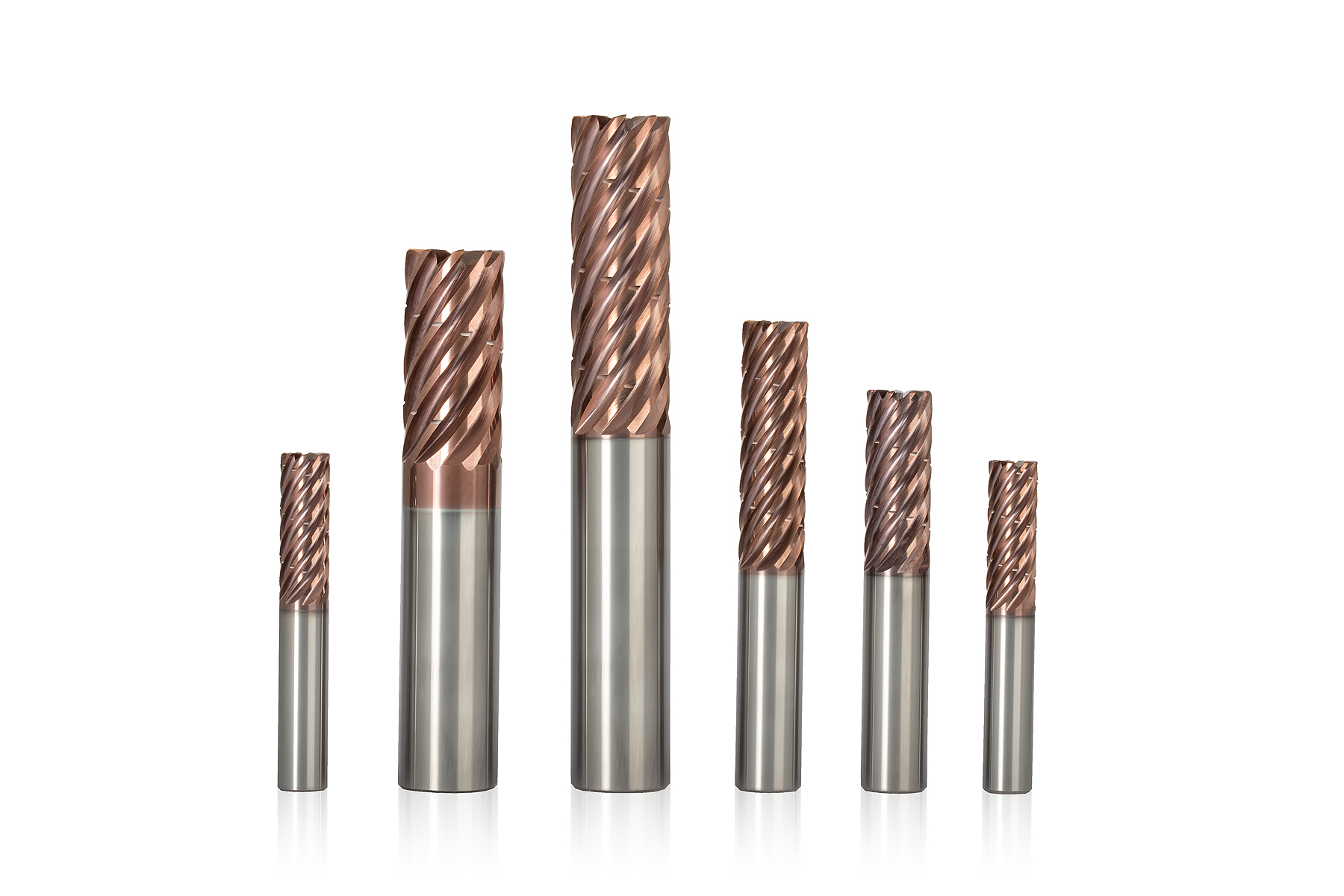
KYOCERA SGS Precision Tools Multi-Carb is available with 7, 9 or 11 flutes. The odd number of flutes helps break up harmonics and generate a smoother cutting action. (Image courtesy of KYOCERA SGS Precision Tools)
Fortunately, machine shops willing to tackle HRSAs, and other superalloys, have plenty of cutting tools to choose from these days.
The three cutting tool manufacturers we spoke with for this article all offer end mills, drills and turning inserts designed specifically for such challenging materials, as do other providers. The caveat in each case, however, is that different machining tactics might be needed if shops are to leverage these tools to their full potential.
For example, KYOCERA SGS Precision Tools Inc. has its Multi-Carb series end mills, which applications engineer Jacob Rak notes are available with 7, 9 or 11 flutes and boast a very heavy core for rigidity.
“Years ago, the conventional approach with superalloys was to use end mills with fewer flutes and attack it aggressively,” he says. “But we’ve seen with internal testing as well as our aerospace customers that tools with higher flute counts, when applied at fairly light depths of cut and low to moderate cutting speeds, are extremely effective in superalloys.”
Depending on the specific material, Rak generally recommends starting with a radial depth of cut (DOC) no greater than 5 percent of the tool diameter. That’s assuming, of course, that a high-efficiency machining (HEM) or dynamic milling strategy is used, as these serve to thin the chip and reduce heat in the cutting zone.
“We’ve gone up to 20 percent DOC with a 9-flute tool and it has worked very well,” he says. “The key is utilizing those high-efficiency machining toolpaths to spread the cutting forces out and prevent any spikes in tool load.”
Using a Heavy Core Tool
The TuffCut XT9 (380/380CB series) solid carbide end mill from M.A. Ford is one example of the new approach to milling superalloys, one that depends on high flute counts and light radial widths of cut. (Image courtesy of M.A. Ford)
Rak reiterates the need for a heavy core tool, as this reduces the deflection common with superalloy machining. So does Derek Nading, applications engineer at M.A. Ford Mfg. Co. Inc., who typically starts with the company’s TuffCut XT9 (380 series) when faced with a difficult superalloy application.
“The XT9 is a 9-flute, variable pitch, 37-degree helix end mill that we designed for a large aerospace account as a special several years ago,” he says. “We quickly found that it offers unmatched performance in heat-resistant superalloys, so after a few additional tweaks—a TiAlSiN-based (ALtima Xtreme) coating among them—we made it into a standard offering.”
As with SGS and other cutting tool manufacturers, M.A. Ford also suggests that a trochoidal milling strategy is the clear path forward on superalloy machining.
“With the advancements in machine tools and their control systems over recent years, dynamic milling technology, together with coated carbide, gives you the best possible tool life and metal removal rate,” says Dirk Dietsch, regional business manager for M.A. Ford’s Great Lakes region.
“However, these are not the only advantages of dynamic milling,” he adds. “It also provides lower cutting forces, improved part surface quality, reduction of critical heat in the workpiece, plus the most consistently secure process against catastrophic failure of the cutting tool.”
In addition to the HARVI I TE end mill shown here, Kennametal offers the multi-fluted RSM series, the “full ceramic” EADE capable of very high sfm, and the HARVI III, said to have a geometry suited for high-temp alloys. (Image courtesy of Kennametal)
Both cutting tool specialists emphasize the need for a rigid setup and equally robust machine tool, as does Steve Archambault, regional product manager for Kennametal Inc. When asked which of the company’s end mills is best for successful superalloy machining, he ticked off several possibilities but highlighted the HARVI 1 TE as his first choice.
“There are some tricks in its design that allow the HARVI 1 TE to run more smoothly and with less friction,” he says. “In these high-temp alloys, this last part—heat and friction—is a huge problem. With an eccentric faceted relief, special chip gashing and a parabolic core for strength, this tool has all the attributes needed for efficient superalloy cutting.”
Greg Sage, regional product manager for turning at Kennametal, is quick to point out that solid carbide isn’t the only game in town for machining superalloys; there’s also ceramic.
Sage seconds the others’ advice on rigidity but adds that it’s especially necessary with tools like Kennametal’s full ceramic end mills, and in turning applications where ceramic or PCBN (polycrystalline cubic boron nitride) is used.
“Given a rigid setup, grades like our KYS25 ceramic can achieve cutting speeds of 700 sfm or more in superalloys, greatly increasing throughput,” Sage says. “And for finishing operations, Kennametal’s KB1630 PCBN turning inserts do a fantastic job. What’s important, though, is for shops to remember that there are lots of options out there, and they should reach out to their cutting tool supplier for support when deciding which ones to use and how to apply them.”
Cutting tool manufacturers will tell you that a material-specific grade and geometry, rigid setup and the right machine tool are all needed for successful machining of heat-resistant superalloys such as Inconel and Hastelloy.
They’re correct, of course, but there’s more to the HRSA story than that.
If the drill or end mill permits, using filtered, well-maintained coolant through the tool at pressures of 70 bar or greater (1,000 psi) is also advisable. Of course, this statement applies equally well to less demanding materials, just as it does for most turning operations.
Toolholder construction also merits careful consideration. Because tool pullout is a concern when roughing superalloys, titanium and even aluminum, a Haimer Safe-Lock or comparable anti-slip toolholder is a good investment. So is a tool balancing system. As any machinist knows, eliminating runout and vibration are key to extending tool life and improved part quality; one of the best ways to achieve this—in addition to using high-quality hydraulic, mechanical or shrink-fit toolholders—is to balance the complete toolholder assembly before use.
Follow these steps, and you’ll soon find that superalloys aren’t so super difficult after all.
What tips and techniques can you offer about machining superalloys? Share your thoughts and insights in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.