Video: Pushing CNC Machine Speeds to the Limit
Titan Gilroy shows his shop why it's important to run fast and be efficient.
Watch time: 5:58 minutes
Watch time: 5:58 minutes
Posted date:
Nov 10, 2017
Posted date:
Nov 10, 2017
Video Transcript
So, I'm excited today because we're going to take a break, we're going to do some teaching, and I'm going to show my guys why it's important to run fast and be efficient.
I want my machinist to see with their eyes and hear with their ears what it means to cut fast. That every time they're cutting something, they're looking how do I get aggressive with it, how do I save money for my customers? When the customers see that we're fighting for them, then they're going to fight for us.
We always run fast, but there's a lot of shops that I go into and they're actually running slow. Like they're running at 20 inches a minute. But the thing is that they don't know, they're not in this shop. All these companies, they got all these products, you know what I mean? They're sending them over to China and they're running over there at mediocre speeds with cheap labor. What I'm saying is that we can run them right here way faster and let this make the money. You know what I mean? Use our heads to make this make the difference.
Some people just don't get it. They're used to running slow, they're not ready to be aggressive, and they've been in machining for so long they don't want to accept the changes. I want you guys to step up here, feel free, get right on the glass.
But here it Titans, we push it as hard as we can.
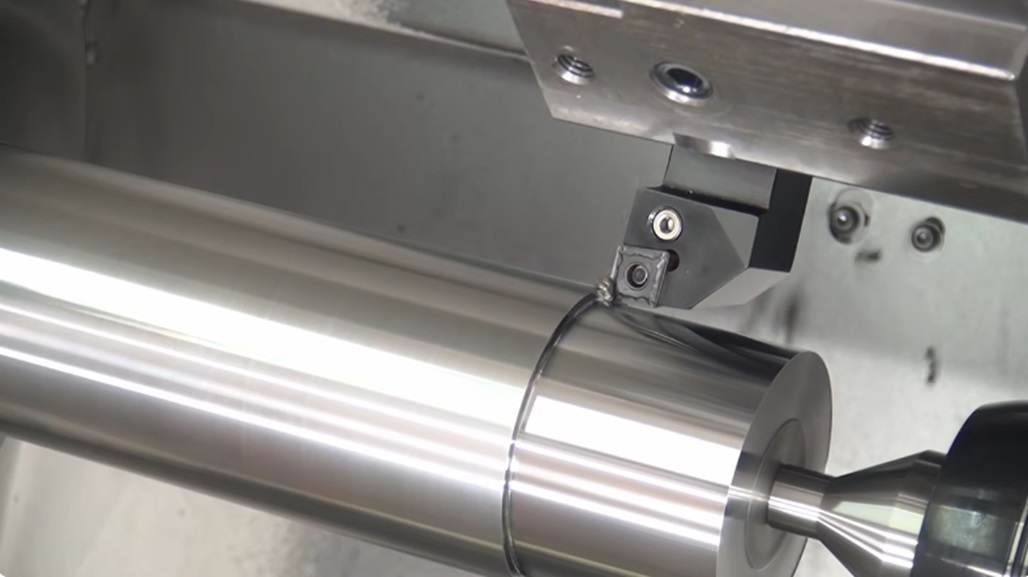
I'm going to run this thing at 800 inches a minute. Let's watch it rock and roll, sound good? So what we're doing is we're going full depth, so we're going all the way down and we take a two hundred thousandths radial and then we just pound it all the way in. Watch this first cut: that's just the machine.
There's a million different kinds of tools you can use, you just got to know your speeds and feeds. How fast can you go without breaking a tool? That's the difference between competing and not competing, that's how you're going to make money.
I used to work at shops where we would run about like 100 inches a minute. But coming into this shop, I remember my first time seeing all these numbers. It was definitely something that I had never ever seen before and it opened my eyes to how crazy these machines can actually run, and seeing it is super cool watch.
That's it man, under two minutes, under two minutes.
I’ve worked with Titan for over 15 years. Before in other shops, he was always wanting to push things to the limit—faster faster—and they're telling him, no you can't do that. Now he has his own shop and we can push machines as fast as we want to, as hard as we can. That equates to saving customers money, getting parts out quicker. Every little cut matters you got to know exactly how to approach it and the speeds. And you can go super fast around certain areas but you have to slow down a little bit and then pick up speed. Using the Autodesk Inventor software, it's a big key to cutting big chunks of material off it at high-speed.
I want to run this one at a 100 inches a minute, which is actually a decent feed rate, a lot of people are running right now at 100 inches a minute. It's just a standard, pretty fast speed rate for average machine shops. All right so check this out, it's going to be like really exciting.
Having little moments with my guys like today is really important. Every single day we come in here and we machine products, we manufacture products for companies all over America. These companies have to be successful; they have to have their costs lowered.
At a 100 inches a minute, making this product it took 17.5 minutes. At $75 an hour, just this roughing pass cost $21.92. When we ran it at 800 inches per minute, it dropped the price down to $2. 51. On this particular project, we run 2,000 parts every month. That's twenty-four thousand a year. The end result is a savings of four hundred and sixty-five thousand dollars a year for our customer.
If manufacturing companies across this great nation would adapt to new processes, to new machines, to 5-axis machining, running the Autodesk Inventor HSM software, the Emeco tools. If they adapted the process of being aggressive, of running fast, of pushing the limits, then the customers wouldn't be looking for cheap labor. Don't beat them with cheap labor; beat them with quality and low prices through advanced techniques. That's what you got to do to keep your jobs right here in America.