VIDEO: 6 Essential Tips for Optimized Roughing
Achieving the best possible results with the optimized roughing strategy requires adhering to a few specific guidelines.
Achieving the best possible results with the optimized roughing strategy requires adhering to a few specific guidelines.

Optimized roughing requires an understanding that tools have a limitation as far as what stepover you can take.
The types of toolholders you incorporate are essential and minimal run-out is the most critical factor.
A good, robust CAM software package is essential.
Depth of cut and cutting parameters should also be carefully chosen when using an optimized roughing strategy.
To learn more about Seco's line of cutting tools and toolholders, visit MSCDirect.com.
Hello everyone, my name is Jay Ball. I'm the product manager with solid milling from Seco Tools.
There's a strategy that's become really popular in the last three to five years for helping reduce tooling cost and increasing productivity, and it's called optimized roughing, or high speed side milling, or trochoidal milling.
This all got its start about 10 or 15 years ago in the mold and die industry for customers that were looking for a good, efficient way to hard mill slots, gates and runners in mold cavities. Fast forward, and within the last three to five years there's been a lot of advancements in this type of strategy when it comes to programming, tools, and holders.
So what we've found is that there's six essential tips to being efficient when it comes to optimized roughing. So today I'm going to talk about those specific tips and tricks to make you more efficient when you're looking at using optimized roughing in your manufacturing processes.
Tip 1 - Appropriate Stepover.
So one of the essential tips and tricks when you're looking at getting into optimized roughing or employing optimized roughing into your manufacturing processes is understanding that tools have a limitation as far as what stepover you can take. So for example, if you're going to use a multi-flute tool such as a five flute end mill, you've got a lot of chip spacing in that tool compared to a six, seven, or nine flute. So, typically what we see with five flute end mills is that you can take roughly about a 15%, 25%, 30%, even 40% radial stepover when you're optimized roughing. If you're looking at using a six flute tool, your radial stepover actually has to be less because you've got chip spacing.
So typically you're going to run between 8%, 10%, and maybe even a 12% radial stepover when using a six-flute. Jump forward and use a seven or nine flute, you've got even less chip spacing when it comes to utilizing those tools. Again, those stepovers might only be in the 5% to 6% range. Be really mindful and understand that the amount of flutes you have, yes, will increase your feed rates, but as the number of flutes increases, the stepover has to decrease as well.
Tip - Toolholders & Fixturing.
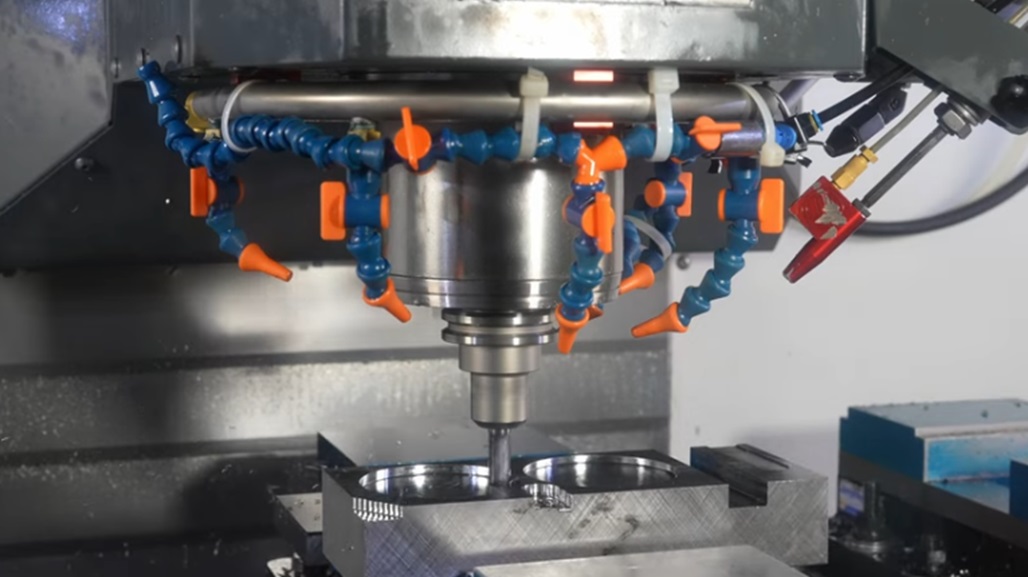
One of the things that you really need to consider when you're looking at getting into optimized roughing is the type of holders that you're going to incorporate in these types of strategies. In front of me, we've got the most common holders that we see in the manufacturing environment. Shrink fit, side lock, ER collet chucks, hydraulic holders, milling chucks, just to name a few. The big, important thing to remember is you've got to have minimal run-out. Anything more than 4/10ths is going to cut your tool life in half.
Make sure that you're using a good, rigid, solid Shrink fit holder, milling chuck, hydraulic holder. Also, make sure that you keep those holders nice and clean because even the smallest chips can make those holders run out, which is going to have a big impact on your tool life.
Tip 3 - Machine Capability.
When you're looking at incorporating optimized roughing into your machining process, something that has to be taken into consideration is the type of machine holders you're going to be applying these types of tools and these types of programming strategies.
Older, antiquated machines might not have the lookahead or the feed capabilities to utilize these tools in the right manner, but if you look at a newer machining center that has a lookahead that has higher feed rates, that machine tool is actually going to be a little better suited for these types of advanced strategies. So be really mindful of what type of machining center you're going to try to utilize when you're looking at incorporating these strategies.
Tip 4 - Programming Method.
With these advanced strategies, it's nearly impossible to write them by hand. There's thousands and thousands of lines of code, there's thousands of different movements in X and Y locations.
Having a good, strong, robust CAM software package is really going to help make you as efficient as possible. There's hundreds of different softwares out there nowadays. It seems like everybody has some sort of optimized roughing strategy or programming toolpath. Really make sure that you can find a cam software that works for you, and really start to understand it and utilize it in these types of machining processes.
Tip 5 - Depth of Cut.
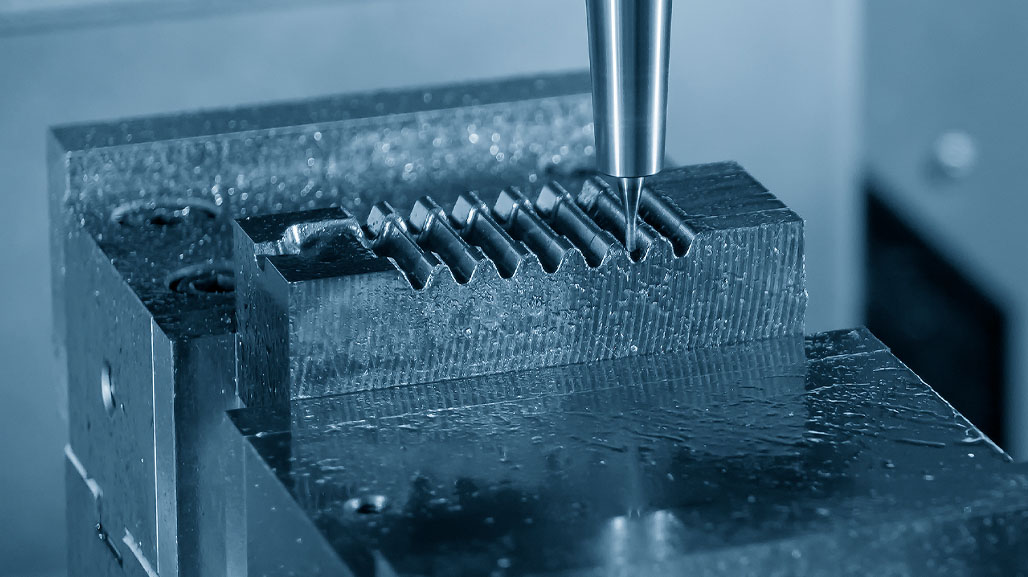
So where optimized roughing becomes really effective is when you take large depths of cuts. Typically 2D straight walled or prismatic parts that don't have a lot of 3D contours are going to be best suited for optimized roughing strategies.
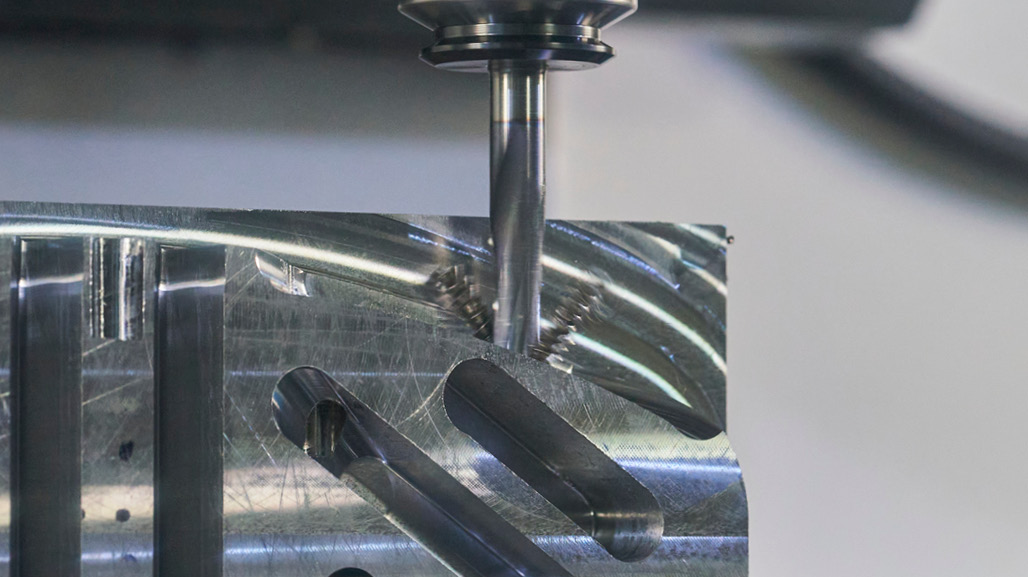
If you have a complex 3D surface, such as a mold cavity or an aerospace component where there's a lot of different contours, a lot of different changes in Z-level, you might want to look at high feed roughing.
But if you do have those straight, prismatic walled parts, you want to look at trying to take at least two times the diameter depth of cut, sometimes even three times diameter depth of cut, just depending on the tool.
That's where you're really going to see optimized roughing help reduce cycle times when you take that full either flute length or the 2xD depth of cut that's available on the tool.
Tip 6 - Cutting Parameters.
Along this journey with optimize roughing we've learned that there's certain cutting data that needs to be applied with these strategies if you're utilizing, say, a six, seven, or nine flute tool. What we've done is we've actually figured out exactly what speeds and feeds you need to run these tools at, whether it be for steel, stainless steel, titanium, inconels. In the back of the brochure and also in the solid milling app, we've taken all of the guesswork out by giving you that type of information. It's a really good place to start.
Obviously, depending on your application, depending on the machine tool, you might have to optimize from there, maybe dial the parameters in a little bit. But, if you're new to optimized roughing, and you want to know where to get your starting data, look at the resources that have already been developed.
So these are the six most essential tips and tricks for optimized roughing. If you're a seasoned veteran or you're getting into optimized roughing for the first time, we feel that these are going to help you be more efficient and more productive. So if you are interested in getting into optimized roughing, incorporating some of these strategies, please reach out to your local Seco sales professional. We'd love to come in and help work with you guys and improve your processes. Thanks.
Seco Tools is your complete metalworking solutions provider offering cutting-edge, precision tools for indexable milling, solid milling, hole making, turning, threading, grooving and more. We’re proud to make for makers, invent for inventors, and partner with pioneers. In short - if the right tool for the job exists, we’ll deliver it. If it doesn’t, we’ll create it.



To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.